



Two years have passed since the beginning of mutual cooperation of Ukrainian research institute for non-destructive testing and Khartsyzsk tube-rolling plant (hereinafter referred to as KTRP). Over this period the relations between NDT tools design engineers and one of the major manufacturers of pipe products in post-soviet space have been rapidly developing. Working experience of our institute based on KTRP started from the introduction of ultrasonic probes for manual testing and automated systems which have already been incorporated in manufacturing lines of the enterprise. Then, UD4-76 and UD3-71 universal ultrasonic flaw detectors which are used for confirmatory testing execution on automated weld inspection sites have been supplied to NDT services of the enterprise. In 2007 the system of automated ultrasonic testing of pipe end-areas produced by "Ukrainian research institute for non-destructive testing" CJSC was assembled in the pipe electric welding shop №2 of KTRP and successfully put into operation. And to complete 2-year collaboration with KTRP, it addressed our institute on development and introduction of equipment very important for industrial technology – the system of longitudinal pipe weld quality control. There was already similar equipment of such prominent NDT tools manufacturers as Krautkremer, Karl Deautsch in the existing manufacturing lines. Nevertheless, enterprise management inclined to order new equipment, in particular, in our Research Institute.
Development system of automated ultrasonic testing of longitudinal pipe welds with diameter from 406 to 1422 mm and wall thickness from 6,3 to 40,7 mm on the basis of "Uniscan-LuCH" - SАUZK "Uniscan-LuCH PSH-10" multi-channel ultrasonic flaw detector carries out ultrasonic testing of longitudinal pipe welds for presence of internal defects, such as slag inclusions, pores, transverse and longitudinal cracks along the whole weld length, except dead areas of no more than 180 mm at the pipe ends. The system measures the depth and axial coordinates of detected defects, evaluates conditional length of detected defects in the pipe weld by the level of 0,5 from max. amplitude of echo-signal.

Fig.1. Appearance of mechanical system parts
The system is a separate independent site of ultrasonic testing incorporated in the manufacturing line of pipe production on production floor spaces of KTRP pipe electric welding shop №2.
Three similar automated systems will be incorporated in manufacturing lines of KTRP in the first quarter of 2008.
The system detects defects situating in the pipe weld body and the ones equivalent to standard reflectors by their reflection power, such as:
- 1.6 mm diameter through-hole drilling in the central line and on each side of the weld;
- groves N5 in base material which are parallel to the weld on both sides at weld edges on the external and internal pipe walls;
- groves N5 in the weld which are centered and situated transverse to the weld on the external and internal pipe walls;
The system measures the depth and axial coordinates of detected defects, evaluates conditional length and area of detected defects in the pipe weld by the level of 0,5 from max. amplitude of echo-signal. The accuracy of defects depth detection is no more than ± 8 mm; the accuracy of defects (along the pipe direction) position coordinates determination is no more than ± 15 mm. Ultrasonic ensouding of testing pipe areas is performed by two K-schemes by means of the set of special-purpose ultrasonic angle beam probes in the direction defined by the refracted angle of probe. Pipe welds testing for defects presence is carried out by angle beam single crystal probes with refracted angle of 50 and 65° and rated frequency of 2,5 МHz. Potentially, it is possible to connect the probe with operating frequencies from 1 to 10 МHz to the system.

Fig.2. Ultrasonic scanner in the process of scanning
The system performs the following functions:
- recording, storage of results and on-line display (in the form of defectogram) of testing process information (the testing report form is agreed with the Customer at the stage of design engineering);
- testing results (testing report) printing and storing on electronic data carrier;
- light and sound alarm on the defect presence;
- paint marking of pipe sections defining the defects location;
- transmission of testing results information into the shop OP ACS (automatic control system of the shop operating procedure)
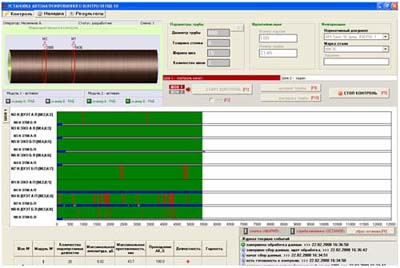
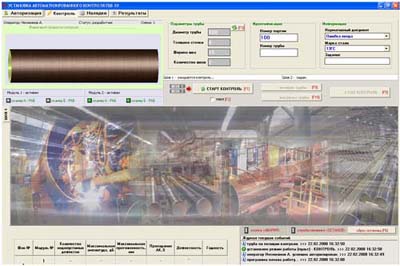
Fig.3 Testing program interface
In conclusion, I would like to draw your attention to the main technical system specifications:
- execution of ultrasonic testing of longitudinal pipe welds with diameter from 406 to 1422 mm and wall thickness from 6,3 to 40,7 mm;
- detectable defects types: according to API SPEC 5L;
- ultrasonic channels quantity – 8 (in one module);
- ultrasonic probe operating frequencies – 2.5 МHz;
- refracted angles – 50°, 65°;
- individual tracking of every probe acoustic coupling;
- marking of the longitudinal coordinate of defective section as well as of the pipe testing fact;
- automatic flaw alarm system (ALARM);
- flaw-free pipe inspection time without taking into account the time of loading-unloading on the testing site – no more than 2,5 minutes;
- 100% registration of testing results.