







TOFD PRO System purpose
TOFD PRO equipment is intended for mechanized testing of welded joints using Time-of-Flight Diffraction (TOFD) technique.
The System assures the solution of the following tasks – testing the welded joints of:
- flat objects;
- tubes of mean and large diameters (with min. outer diameter of 600 mm);
- spherical and cylindrical oil and gas tanks (with min. diameter of 10 m).
CONFIGURATIONS OF TESTED WELDED JOINTS:
- profile types: CRC- Evans, single J groove weld, single V groove weld, double V groove weld, x – welds, etc.;
- conventional wall thickness: from 6 mm (0.25 inch) to 50 mm (2 inch) and more;
- tube material: standard carbon steels.
TOFD TECHNIQUE DESCRIPTION, FEATURES AND COMPLIANCE WITH STANDARDS
The Time of Flight Diffraction (TOFD) technique is based on diffraction of ultrasonic waves from the tips of discontinuities. TOFD technique is performed by means of two probes operating in a separate mode. The TOFD PRO System assures:
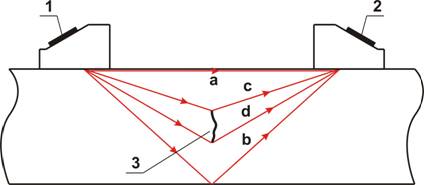
- transmitter;
- receiver;
- internal crack;
- a - lateral wave;
- b - back wall echo;
- c - diffracted signal from the top tip;
- d - diffracted signal from the bottom tip.
Figure 2 - Testing scheme by TOFD technique
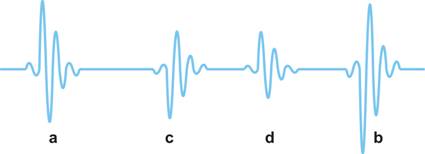
Figure 3 - Displaying the signals on A-Scan
- Testing with the application of two TOFD probes according to standards CEN/TS 14751:2004, ENV 583-6:2000 Non-destructive testing. Time of Flight Diffraction technique as a method for defect detection and sizing.
- Detection of defects of various orientation (longitudinal, transverse), precise determination of a depth and length of defects, high sensitivity from its corner position.
- Testing scheme fully covers the groove area and the whole volume of a welded joint.
- Testing the whole volume of the welded joint per one scanning cycle.
SYSTEM SOFTWARE INCLUDES THE FOLLOWING PAGES (MODULES):
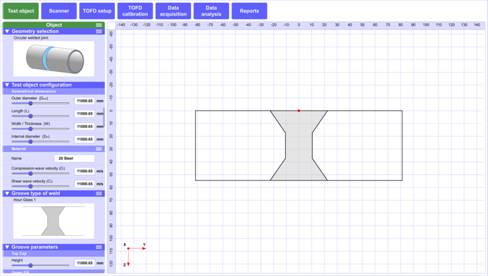
Figure 4 – Object
The "Object" page ensures:
- selecting the test object geometry and setting up its geometrical dimensions;
- selecting the type of test object material;
- selecting the type of weld bevel and setting up all geometrical dimensions.
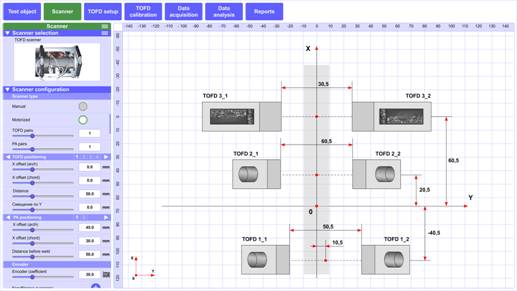
Figure 5 – Scanner
The "Scanner" page ensures:
- selecting the scanner;
- setting up the scanner type: manual, motor-operated;
- setting up the spatial position of TOFD- transducers pair relative to the origin of the coordinate system;
- using of up to 4 TOFD transducer pairs;
- carrying out the encoder calibration.
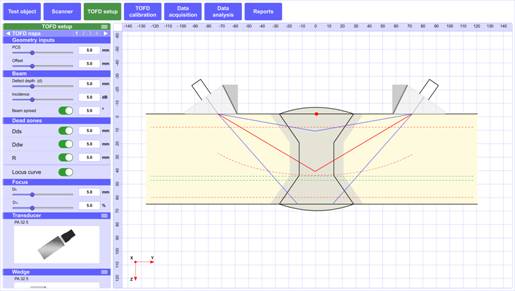
Figure 6 – TOFD setup
The "TOFD setup" page ensures:
- selecting the type of TOFD transducers, TOFD wedges, set up of their parameters;
- setting up the PCS – the distance between the index points of TOFD transducers and their shift relative to the welded joint axis;
- calculation and graphic plotting of the following parameters when using the TOFD Calculator:
- Spatial resolution (R);
- Scanning-surface dead zone (Dds);
- Backwall dead zone (Ddw);
- Locus curve;
- Beam Spread.
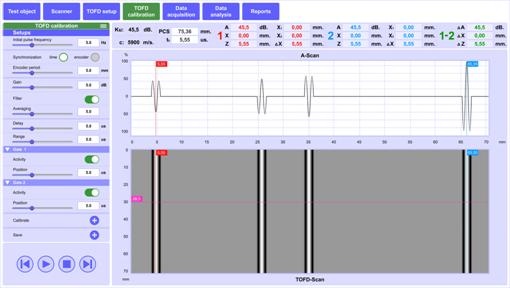
Figure 7. – TOFD calibration
The "TOFD calibration" page ensures:
- setting up the testing parameters for TOFD;
- carrying out the real-time TOFD calibration or by saved data;
- real-time check up of reflectors detection in calibration block;
- generating the parameters matrix of calibration block reflectors;
- saving the calibration results.
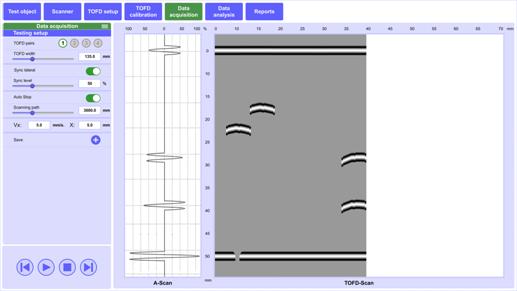
Figure 8 – Data acquisition
The "Data acquisition" page ensures:
- data display in a form of A-Scan together with TOFD-Scan during the testing process;
- carrying out the testing and data acquisition with an auto stop of a testing mode by a distance predetermined by the operator;
- displaying the current scanner position – the coordinate along the scanning path and the scanning speed;
- data synchronization during the testing process by lateral wave;
- considering the scanning direction and capability to perform the confirming testing of regions with the lost of acoustic coupling;
- saving the testing results.
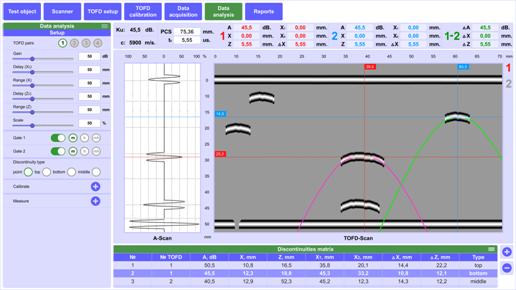
Figure 9 – Data analysis
The "Data analysis" page ensures:
- review and analysis of saved data in a form of А-Scans and TOFD-Scans;
- quick and detailed analysis of testing results while using two measuring gates (type: simple, hyperbolic, hyperbolic manual);
- discontinuities detected by TOFD shall be characterized by at least:
- their position in the object (X and Y coordinates);
- their length (ΔX);
- their depth and height (Z, ΔZ);
- their type, limited to: ˝top-surface breaking˝, ˝bottom-surface breaking˝ or ˝embedded˝.
- generating the defect matrix and its saving.
The "Reports" page ensures:
- Generating the reports according to the requirements of Regulatory Documentation CEN/TS 14751:2004, ENV 583-6:2000;
- Approval of report forms with the customer when necessary.
The software is designed for ease of use, flexibility and scalability, and is oriented for a touchscreen operation.
The user interface is optimized for the accelerated learning process and improving the efficiency of use.
USC TOFD 2.10 PRO SYSTEM COMPOSITION
INDUSTRIAL NOTEBOOK AND SOFTWARE
Shockproof industrial notebook/tablet with installed Microsoft Windows software for system setup, data acquisition and analysis.
TOFD 2.10 PRO SCANNER

Figure 10 – General appearance of UsC TOFD 2.10 PRO SCANNER
TOFD 2.10 PRO scanner is a compact, reliable and field-proven device allowing to achieve sustainable and stable results of scanning.
Magnetic wheels and spring-loaded probe holders ensure the probe firm stability on the surface being the necessary condition for high-quality testing. Scanner can be easily manipulated and attached to ferromagnetic inspection surfaces.
UsC TOFD DATA ACQUISITION UNIT
The system may contain of up to 4 data acquisition units UsC TOFD.
Ultrasonic unit ensures data acquisition and transmission in real-time mode via Ethernet interface to industrial notebook.
Unit case is made of shock-proof material.
COUPLANT- FEED UNIT
Couplant is supplied to the scanner with motorized pump and magnetic valve. Couplant feed control is carried out with regulating valve set on the scanner.
Ultrasonic transducers connector | 2 (Lemo) |
A/D converter | 10 bit (100 MHz) |
Amplitude | 120 – 400 V (step 10 V) |
Gain | up to 110 dB |
Rectification | Full Wave, + Half Wave, - Half Wave and Radio Frequency |
Bandwidth | 0.2 – 27 MHz |
Encoder | 1-axis encoder line |
PRF | 15 – 10000 Hz |
Real-time averaging | 1, 2, 4, 8, 16, 32 |
Maximum scan velocity | 100 mm/s |
Operating temperature range | from minus 20 0С to plus 50 0С |