
Ultrasonic testing





V2 Ultrasonic Calibration Block
V2 Calibration Block is designed for verification of the ultrasonic flaw detectors used in the course of welded joints quality control by the UT method. It is DSTU 4002-2000 (ISO 7963, В.S.2704) compliant.

V1 Ultrasonic Calibration Block
V1 Calibration Block is designed for verification of the ultrasonic flaw detectors used in the course of welded joints quality control by the UT method. It is DSTU 4002-2000 (ISO 2400, DIN 54120, B.S. 2704) compliant.
Sensitivity Calibration Block (SC Block)
SC Block is designed for shear ultrasonic waves sensitivity calibration. It is presented with the engineering plastic storage case. The SC Block is ASTM E164 and BRR/AWS standards compliant.

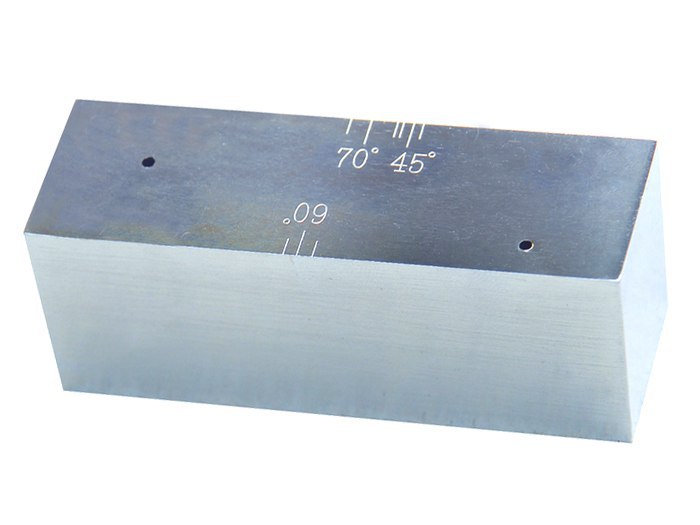
AS2083 Calibration Block (IOW Type 2 Block)
AS2083 Calibration Block no. 2, IOW Type 2 Block is designed for the beam profile measurement and probe angle of the angle beam transducers (also called Beam Calibration Block). The Block is Australian Standard AS2083 and British Standard 2704* compliant.

Welds testing calibration blocks with notches
The Notched Calibration Block (having plane angular reflectors) is designed for setting up the scan duration and sensitivity of flaw detectors used with the single crystal angle beam probes during the testing of the plate and tube products.

KMT-176 M2 Set of the Ultrasonic Plane-Parallel Thickness Standards (KUSOT-180)
KMT-176 M2 Set of the Ultrasonic Plane-Parallel Thickness Standards (KUSOT-180) is designed for certification and primary checking of the contact ultrasonic thickness gauges at the manufacturing site with the thickness range of 0.6-300 mm in steel and 1-300 mm in duraluminum, as well as for the periodic verification of these thickness gauges.

Step Calibration Block
Step Calibration Block is used for tuning and setting of the ultrasonic thickness gauges.
Ultrasonic non-destructive testing technique for flaw detection is based on propagation and reflection of high-frequency (0.5 to 24 MHz) UT waves in a test object (steel, plastic, composites, rubber, etc.), with their further processing and visualizing on a special-purpose NDT instrument (flaw detector).
This method is used to search for material defects (pores, hairlines, inclusions, inhomogeneities, etc.) and to control workmanship quality like welding, soldering, etc. Ultrasound examination is a mandatory procedure for manufacturing and operation of numerous critical parts, such as aircraft motor parts, main pipelines or rails.
Basic UT techniques are as follows:
- Pulse echo technique is the most common: a single probe generates UT waves (i.e. acts as transmitter) and receives back the signals reflected from defects (receiver). This method has been widely practised due to its simplicity, since only one probe is required, which means that there is no need for special fixtures during manual testing (as compared to TOFD), or alignment of acoustic axes when two probes are used. Besides, it is one of the few ultrasonic NDE procedures that allow for quite accurate measurement of defect coordinates, such as depth and location in a test object (in relation to the probe).
- Echo image technique (“Tandem”, “Duet”) utilizes two probes from one side of a test item, so generated waves are reflected from a flaw towards the receiver. In practice, it is used for recognizing defects that are located perpendicularly to the tested surface, e.g. cracks;
- Time-of-flight diffraction technique (ToFD) utilizes two probes from one side of a test item which are placed opposite to each other. If a defect has sharp edges (for instance, cracks), UT waves are diffracted on the defect ends and reflected in all directions, also towards the receiver. The ultrasonic machine records the arrival time of both pulses at their sufficient amplitude. The instrument screen simultaneously displays both signals from upper and lower boundaries of the defect, thereby enabling to make a rather precise estimation of the conditional height of the defect. TOFD inspection is a sufficiently multipurpose technique that allows ultrasonic testing of welds of any complexity, but it requires specialized fixing devices for probes, as well as a tester capable of operating in such mode;
- Echo shadow technique is used for examination of products having two parallel faces, whereas analysis is made for echoes reflected from the opposite side. Similarly to through-transmission technique, a defect is evidenced here by the loss of reflected waves. But in contrast to through-transmission technique, the echo shadow method is featured by easy access to the test object from one side only.