








Введение
Аварии на продуктопроводах в основном происходят по причине износа труб (более 1/3 нефтепроводов имеют возраст более 30 лет), из-за внутренней коррозии (внутрипроизводственных нефтепроводы) и из-за внешней коррозии (магистральные нефтепроводы). Часто нефтепроводы прокладывают с нарушением глубины заложения.
На внутрипроизводственных нефтепроводах 42 % труб служат менее 5 лет из-за внутренней коррозии.
Около половины нефтепроводов было построено 30-50 лет назад. Отечественные трубопроводы значительно отличаются от зарубежных по качеству их строительства, свойствам материала труб и их изоляционного покрытия, а также рядом других специфических особенностей.
Организации, эксплуатирующие нефтегазопроводы, имеют потребность производить освидетельствование и ремонт труб. Дефектоскопия труб может производиться несколькими методами неразрушающего контроля: ультразвуковым, магнитопорошковым, капиллярным, вихретоковым.
Остановимся подробнее на вихретоковой дефектоскопии.Дефектоскопия методом вихревых токов стала одним из наиболее важных способов тестирования, используемых при производстве и эксплуатации труб. Она предоставляет дефектоскописту оперативную информацию о пригодности объекта контроля. Вихретоковые дефектоскопы легко устанавливать и эксплуатировать, они предоставляют результаты дефектоскопии с высокой достоверностью.
На сегодняшний день существует большое количество вихретоковых дефектоскопов, но большинство из них имеет довольно узкую область применения. Ввиду получения огромных массивов информации при контроле многих изделий всё шире применяются автоматизированные и роботизированные системы НК.
НПФ "ПРОМПРИЛАД" был создан универсальный вихретоковый дефектоскоп "ОКО", который позволяет решать широкий круг задач неразрушающего контроля из области дефектоскопии, толщинометрии и стуктуроскопии. Всё разнообразие выполняемых функций и области применения обеспечиваются программно, а также широким набором применяемых вихретоковых преобразователей.
Контроль продуктопроводов.
При проведении контроля продуктопроводов возможны следующие варианты:
- Ручной контроль при помощи одиночного преобразователя – имеет достаточно высокую достоверность, легко осуществим, моментальное получение результатов контроля, но производительность невысока. Часто применяется для подтверждения и оценки ранее обнаруженных дефектов.
- Ручной механизированный контроль – имеет хорошую достоверность и достаточно высокую производительность, легко осуществим, моментальное получение результатов контроля, иногда требует подтверждающего контроля дефектных зон.
- Автоматический механизированный контроль – имеет хорошую достоверность и очень высокую производительность, отсутствует влияние человеческого фактора, но возможны сложности при применении таких систем. Часто такие системы не предоставляют результаты контроля в реальном времени.
При помощи универсального многоканального дефектоскопа "ОКО" возможно осуществлять ручной контроль с одиночным ВТП (как в одночастотном режиме, так и в многочастотном) и ручной механизированный контроль с применением сканирующих устройств.
Для механизированного контроля трубопроводов в состав вихретокового дефектоскопа "ОКО" было разработано несколько сканирующих устройств.
- Ручной одноканальный сканер с возможностью применения всей линейки преобразователей типа МДФ.
- Ручной 8 канальный сканер
- на основе дифференциальных ВТП(тип А);
- на основе ВТП типа МДФ1201(тип Б).
- Ручной 15 канальный сканер (на основе ВТП типа МДФ1201)
Ручной одноканальный сканер СКВ-ГП-1.
Включает в себя вихретоковый преобразователь типа МДФ. Сканер оснащен двумя мощными магнитами, которые удерживают его на объекте контроля (ОК) и позволяют выдерживать одну траекторию сканирования.
Предназначен для подтверждающего контроля труб и объектов цилиндрической формы с галтельными переходами из ферромагнитных материалов.
При контроле объектов цилиндрической формы с галтельными переходами сканер позволяет фиксировано изменять шаг сканирования, обеспечивая перекрытие соседних зон сканирования. Фиксированное изменение шага сканирования позволяет оперативно провести 100% контроль галтельного перехода и предотвращает пропуск дефекта любой ориентации на поверхности ОК. Ширина контролируемой зоны определяется диаметром рабочей поверхности используемого ВТП.
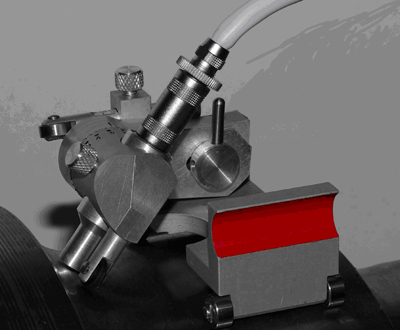
Ручной одноканальный сканер СКВ-ГП-1
Ручной 8-канальный сканер.
Включает в себя блок вихретоковых преобразователей, датчик пути и коммутатор. Блок вихретоковых преобразователей содержит 8 дифференциальных ВТП (тип А) или ВТП типа МДФ1201 (тип Б).
Датчик пути предназначен для считывания длительности пути, пройденного сканером. Благодаря использованию коммутатора прибор из сигналов от 8 ВТП формирует 8 вихретоковых каналов. Сканер позволяет контролировать объект контроля фрагментами шириной 80 мм, что значительно экономит время контроля. Конструкция сканера предусматривает регулировку положения магнитных колёс. Это позволяет контролировать ОК с диаметром от 400 мм и более (вплоть до плоскости). Благодаря магнитным колёсам сканер уверенно удерживается на ОК из ферромагнитного материала при неферромагнитном покрытии толщиной до 6 мм.
Дефектоскоп в комплекте с данным сканером обеспечивает возможность обнаружения поверхностных трещин протяженностью более 10 мм в деталях из ферромагнитных сталей. При контроле без зазора выявляются трещины глубиной более 0,3 мм, при проведении контроля с зазором до 6 мм выявляются трещины глубиной более 1 мм.
Сканер труб 8-канальный (на основе дифференциальных ВТП – тип А).
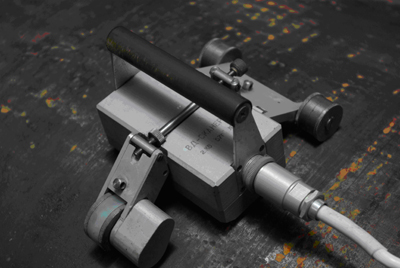
Сканер труб 8-канальный (на основе ВТП типа МДФ 1201 – тип Б).
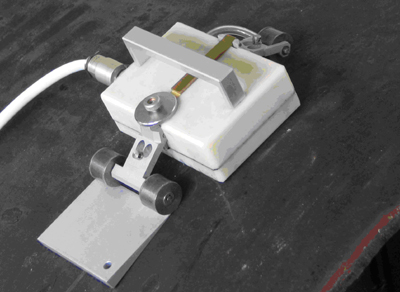
Ручной 15-канальный сканер труб.
Представляет собой устройство для контроля труб из ферромагнитных и неферромагнитных материалов диаметром от 400мм. А также плоских поверхностей.Способен вести контроль полосами по 145мм длиной. Чувствительность сканера такая же, как и у 8-канального (типа Б).
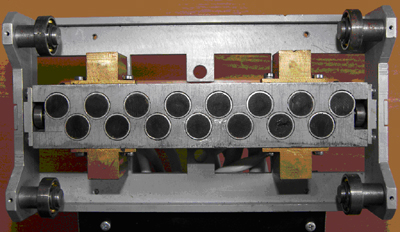
Рабочая поверхность 15-канального сканера труб
Опытно-промышленная проверка универсального многоканального вихретокового дефектоскопа «ОКО-01» применительно к контролю трубопроводов проведена на участке магистрального газопровода «Пермь – Казань – Горький-2» (341 – 354 км) Можгинского ЛПУмг (ООО «Пермтрансгаз») с участием специалистов Западно-Уральского газотехнического центра ООО «Газнадзор» и ЗАО «Спектр КСК».
В соответствии с программой проведения работ по техническому диагностированию обследование труб проводится с применением вихретокового контроля (в объеме 50% от общей площади трубы – нижняя часть) и др. методов.
Качество подготовленной поверхности оценивалось как неудовлетворительное, что связано с наличием следов клеящей основы и фрагментов старой изоляции. При этом дополнительная подготовка поверхности для проведения контроля не проводилась.

Процесс контроля трубы без изоляции, при помощи ручного 8-канального сканера (Тип Б).
Во время работ был проконтролирован участок трубы газопровода, выведенного из эксплуатации для проведения капитального ремонта методом сплошной переизоляции.
По результатам вихретоковой дефектоскопии был выявлен одиночный дефект типа «коррозионная трещина» протяжённостью 50 мм и глубиной 0,5 – 0,8 мм. После зачистки трубы от остатков изоляции наличие выявленного дефекта было подтверждёно.
Важно отметить высокую производительность вихретокового контроля, которая составляла (в среднем) 0,5…0,6 м 2 поверхности трубы в минуту.
Выводы:
- Применение вихретокового метода контроля, при ремонтных работах и определении остаточного ресурса продуктопроводов позволит существенно упростить и удешевить работы по обслуживанию объектов.
- Сканеры позволяют проводить контроль ферромагнитных труб различного диаметра.
- Возможность работы ВТП через зазор до 6мм позволяет обнаруживать развивающиеся дефекты под слоем изоляции без удаления защитного покрытия.
- Высокая производительность вихретокового контроля, составляет (в среднем) 0,5…0,6 м 2 поверхности трубы в минуту.