








 Луценко Павел Александрович
Луценко Павел Александрович Главный метролог, специалист II уровня УЗК, Частное акционерное общество «ЛУГЦЕНТРОКУЗ им. С.С. Монятовского»
 Луценко Геннадий Геннадиевич
Луценко Геннадий ГеннадиевичКанд. техн. наук, генеральный директор, специалист III уровня УЗК
 Мищенко Владимир Павлович
Мищенко Владимир ПавловичНачальник отдела методов неразрушающего контроля, специалист III уровня УЗК
 Скок Руслан Николаевич
Скок Руслан НиколаевичИнженер-технолог
Частное акционерное общество «Украинский научно-исследовательский институт неразрушающего контроля»
Срок службы и надежность эксплуатации железнодорожных колесных пар во многом зависят от качества их составляющих, одной из которых является железнодорожная ось. Поэтому при производстве железнодорожных осей необходим постоянный неразрушающий контроль продукции на всех этапах их изготовления для своевременного обнаружения недопустимых дефектов.
Наиболее часто для дефектоскопии железнодорожных осей используют ультразвуковой метод со сканированием контролируемой зоны оператором-дефектоскопистом посредством ручных приборов, что имеет ряд недостатков, среди которых:
- низкая производительность контроля;
- влияние на результаты контроля оператора (человеческий фактор);
- возможность искажения результатов при подготовке протокола контроля.
Кроме того, проконтролированные вручную железнодорожные оси не могут поставляться на европейский рынок, так как соответствующие нормативные документы предполагают обязательный автоматизированный ультразвуковой контроль с формированием протокола на каждую ось без участия оператора.
В связи с этим предприятием ЧАО «Лугцентрокуз им. С.С. Монятовского» была поставлена задача перед ЧАО «УкрНИИНК» по созданию отечественной автоматизированной системы для ультразвукового контроля железнодорожных осей, изготовленных в соответствии с отечественными и международными стандартами (ДСТУ 31334, EN 13261, М101, BN 918275, ISO 5948 и т.д.).
ЧАО «Лугцентрокуз им. С.С. Монятовского» были сформулированы требования к разрабатываемой автоматизированной системе контроля:
- система должна обеспечивать ультразвуковой контроль кованых железнодорожных осей в иммерсионном режиме и соответствовать нормам контроля (эхоимпульсный метод на наличие внутренних дефектов, зеркально-теневой метод для контроля структуры металла оси) по РД 32.144-2000, ISO 5948 , EN 13261, М101, ДСТУ 31334 и BN 918275;
- система должна обеспечивать контроль полуобработанных осей с чистотой поверхности Ra25 мкм и при этом надежность выявления дефектов, соответствующих плоскодонному отверстию диаметром более 3 мм (по РД 32.144-2000 и ISO 5948).
Для решения поставленных задач ЧАО «Лугцентрокуз им. С.С. Монятовского» предоставило ЧАО «УкрНИИНК» фрагменты железнодорожных осей (длиной 250 мм и диаметром 200 мм) с чистотой поверхности Ra 25 в целях определения возможности иммерсионного ультразвукового контроля объектов с указанной чистотой поверхности. Во время испытаний выполнены работы по выбору частот иммерсионных ПЭП, подобрана оптимальная иммерсионная задержка, разработана конструкция сканирующего устройства с возможностью регулировки телесного угла ПЭП для обеспечения норм контроля, что обеспечило выявление плоскодонного отверстия диаметром 2 мм на глубине 195 мм.


Рис. 1. Система автоматизированного ультразвукового контроля осей САУЗК «Унискан-ЛуЧ ОСЬ-4»
Результаты экспериментальной работы по иммерсионному контролю полуобработанных осей, обеспечению отечественных и международных норм контроля и конструктивной проработки легли в основу разработанной системы автоматизированного контроля железнодорожных осей САУЗК «Унискан-ЛуЧ ОСЬ-4» (далее по тексту системы) (рис. 1). Данная система состоит из иммерсионной ванны, зажимных пинолей, сканирующего устройства с линейным приводом и аппаратно-вычислительного комплекса (АВК) на базе промышленного компьютера (рис. 2).
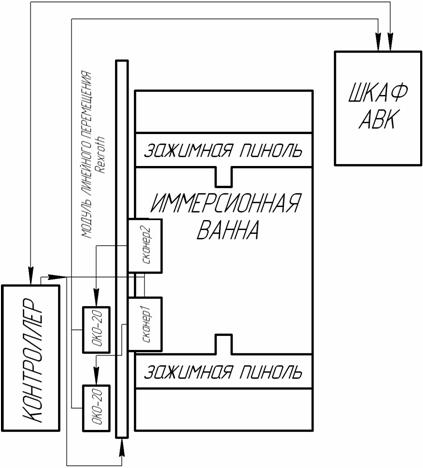
Рис. 2. Структурная схема основных узлов системы
Во время проведения контроля железнодорожная ось всем объемом погружается в иммерсионную жидкость. Загрузку/выгрузку оси с поста контроля выполняют с помощью кран-балки с захватом-клещами (рис. 3). Процесс проведения контроля полностью автоматизирован и максимально упрощен.

Рис. 3. Загрузка контролируемой оси на пост контроля
Контроль проводят при вращательном движении оси на центрах и линейном перемещении сканирующих устройств вдоль оси. При этом все необходимые механические операции для позиционирования оси в рабочее положение система выполняет сама.
Благодаря иммерсионному способу и использованию иммерсионного строба обеспечивается высокая стабильность приема и излучения ультразвуковых колебаний за счет постоянства акустической связи между преобразователем и цилиндрической поверхностью изделия. Наполнение и слив иммерсионной жидкости осуществляется с помощью пневмоклапанов. В системе САУЗК «Унискан-ЛуЧ ОСЬ-4» предусмотрена возможность циркуляции жидкости внутри системы со сливом в резервные баки или подключение к системе центрального водоснабжения предприятия.
Сканирование железнодорожной оси выполняют с помощью несущего линейного устройства перемещения, состоящего из двух сканеров. В каждом из сканеров размещено по четыре ультразвуковых преобразователя. Номинальные частоты ультразвуковых колебаний специализированных преобразователей 2,5 и 5 МГц. Первый сканер проводит контроль левой части оси (от торца до середины), второй – правой части (от середины оси до ее правого торца). Сбор данных по всем каналам осуществляют с помощью двух дефектоскопов «ОКО-20». При настройке за каждым из преобразователей закрепляют зоны контроля. Загрузка зон контроля по заданной продольной линейной координате проводится автоматически в процессе сканирования.
Программное обеспечение системы автоматизированного ультразвукового контроля САУЗК «Унискан-ЛуЧ ОСЬ-4» ориентировано на проведение трех основных этапов контроля: настройку браковочной чувствительности, непосредственно ведение контроля и просмотр результатов контроля. При этом интерфейс системы интуитивно понятен и максимально оптимизирован для удобства пользователя.
Настройка браковочной чувствительности предусматривает установку зон контроля для каждого из преобразователей сканирующего устройства и саму настройку чувствительности для каждой зоны по искусственным отражателям на стандартном образце предприятия. Задание зон осуществляется по линейным координатам оси, начиная от левого торца, а настройка чувствительности – по кривым DAC (рис.4). Также предусмотрено три уровня кривых – поисковый, контрольный и браковочный. Под каждый типоразмер оси создается своя настройка контроля, которая хранится в базе данных компьютера. Таким образом, для контроля оси достаточно только провести загрузку перечисленных сведений.
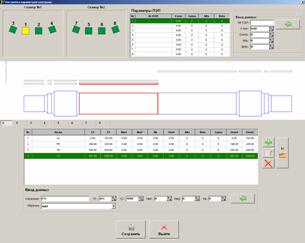
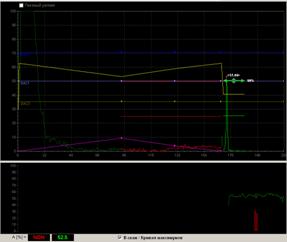
Рис. 4. Настройка зон контроля и браковочной чувствительности
Эксплуатация системы САУЗК «Унискан-ЛуЧ ОСЬ-4» осуществляется одним оператором, которому для проведения контроля загруженной оси достаточно нажать кнопку «СТАРТ», после чего система производит все предварительные операции и запускает процесс контроля.
Во время съема данных проводится визуализация процесса на дефектограммах в виде Б-сканов или набора пиков (по выбору оператора) в реальном времени по каждому задействованному в контроле каналу (рис.5). При необходимости оператор также может задавать основные параметры контроля: скорость вращения оси, скорость перемещения сканирующего устройства, частоту генератора зондирующих импульсов и др.
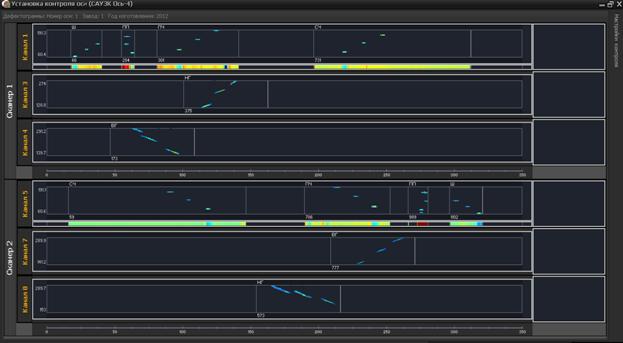
Рис. 5. Отображение процесса проведения контроля в виде Б-скана
По окончании процесса система выдает заключение о годности в виде приведенного к оси Б-скана, обобщенных результатов и заключения «ГОДНО/БРАК» (рис.6). Сброс оси на позицию выгрузки также происходит нажатием кнопки «ВЫГРУЗКА».
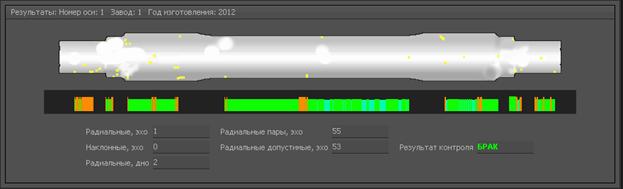
Рис. 6. Отображение предварительных результатов контроля по окончании сканирования
Все результаты контроля сохраняются на жестком диске промышленного компьютера. При необходимости система может выдавать протоколы контроля как по каждой оси, так и в виде статистических посменных извещений, что максимально упрощает процедуру отчетности. Возможна архивация данных и их анализ на другом компьютере. Результаты хранятся в виде подробной информации о каждом из дефектов:
- эквивалентная площадь и диаметр дефекта;
- пространственная ориентация дефекта;
- протяженность;
- амплитуда эхосигнала от дефекта.
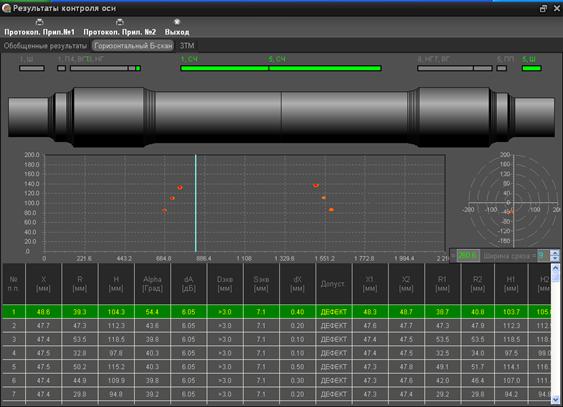
Рис. 7. Просмотр результатов контроля
При просмотре результатов контроля есть возможность масштабирования Б-скана или кривой зеркально-теневого метода для более подробного анализа и просмотра каждого отдельного отклонения от нормы (рис.7).
Система САУЗК «Унискан-ЛуЧ ОСЬ-4» позволяет проводить контроль осей всех типоразмеров, а также любых изделий сложной цилиндрической формы (рис.8). Для этого достаточно лишь создать необходимую настройку и сохранить ее в базе данных. Это значительно повышает эффективность производства и снижает трудозатраты на контроль.

Рис. 8. Проведение контроля полуобработанной оси на ЧАО «ЛУГЦЕНТРОКУЗ им. С.С. Монятовского»
Технические характеристики СИСТЕМЫ САУЗК «Унискан-ЛуЧ ОСЬ-4»
Назначение
- 100%-ный УЗ-контроль тела чистовых осей,
- осей после предварительной обработки (Ra 25)
Частота иммерсионных ПЭП, МГц:
- для зеркально-теневого метода (контроль внутренней структуры оси)………………………2,5
- для дефектоскопии (наличие внутренних дефектов)……………………………….….….….4 – 5
Время контроля одной оси (без учета загрузки/выгрузки), мин, не более………………………8
Время переналадки системы под разные типоразмеры осей, мин, не более……………….....15
Выдача результатов контроля:
- В режиме online
- Статистические протоколы контроля
- Протоколы по одной оси с отображением всех параметров обнаруженных дефектов
Сохранение результатов контроля:
- В общей базе данных
- Архивирование результатов контроля
- Запись на оптические носители информации
Реализуемые методы контроля:
- на наличие внутренних дефектов и структуры металла - Продольными волнами с цилиндрической поверхности
- на наличие внутренних дефектов в области галтельных переходов - Контроль поперечными волнами (с использованием наклонных преобразователей)
Система автоматизированного ультразвукового контроля железнодорожных осей САУЗК «Унискан-ЛуЧ ОСЬ-4» внедрена в цикл производства ЧАО «ЛУГЦЕНТРОКУЗ им. С.С. Монятовского» на участке предварительной обработки железнодорожных осей, где подвергаются контролю полуобработаные оси как европейского образца, так и типа РУ1Ш. Проводится контроль структуры металла и наличия внутренних дефектов в соответствии с нормативными документами РД 32.144-2000, EN 13261. Внедрение данной системы позволяет выявлять отклонения от нормы еще на предварительных стадиях производства (контроль полуобработаных осей), что ускоряет производственный цикл и обеспечивает бесперебойность и качество работы цеха по чистовой обработке железнодорожных осей.
Библиографический список
- РД 32.144–2000. Контроль неразрушающий приемочный. Колеса цельнокатаные, бандажи и оси колесных пар подвижного состава. Технические требования. М., 2000.
- ГОСТ 31334. Оси для подвижного состава железных дорог колеи 1520. Технические условия. М., 2007.
- EN 13261. Железные дороги. Пары колесные и тележки двухосные. Оси. Требования к продукции. 2003.
- ISO 5948. Подвижный состав железных дорог. Ультразвуковой приемочный контроль. 1994.
- М-101. Ассоциация американских железных дорог. Термообработанные оси с углеродистой стали. Технические условия, 2009.
- BN 918 275. Валы колесных пар для самодвижущихся единиц подвижного состава и вагонов, 2002.
- Неразрушающие испытания: справочник: в 2 кн. / под ред. Р. Мак-Мастера. Л.: Энергия, 1965.
Email: Адрес электронной почты защищен от спам-ботов. Для просмотра адреса в вашем браузере должен быть включен Javascript. Веб-сайт: www.ndt.com.ua