



Введение
Надежность и бесперебойность работы железнодорожного транспорта в значительной степени зависит от качества колесных пар железнодорожных вагонов, в частности осей. Поэтому очень важно обеспечить достоверную дефектоскопию осей на этапе их производства. К сожалению, на большинстве предприятий преобладает ручной контроль выпускаемых осей, так как только немногие предприятия смогли приобрести дорогое импортное оборудование для автоматизированного неразрушающего контроля (НК) в потоке. Применение ручного НК не позволяет проводить контроль всей поверхности осей из-за низкой производительности. Кроме того, современные ручные дефектоскопы позволяют зарегистрировать сигналы дефектных зон контролируемой продукции, но при этом не способны обеспечить полную регистрацию всех результатов контроля с получением итогового протокола контроля каждой оси независимо от влияния «человеческого фактора». Поэтому, только полная автоматизация НК осей позволяет повысить его эффективность и является важным фактором повышения качества и конкурентоспособности продукции украинских предприятий.
На первом этапе была разработана автоматизированная система (АС) ультразвукового контроля осей «САУЗК-1», которая успешно эксплуатируется на ряде предприятий . Установка обеспечивает применение всех обязательных и дополнительных методов приемочного УЗК, согласно РД, к каждой контролируемой оси. В результате обеспечивается контроль структуры металла и контроль на отсутствие внутренних дефектов как продольной, так и поперечной ориентации.

Рис.1 Установка «САНК-3»
Структура металла оценивается путем сравнения амплитуды эхосигнала от противоположного торца оси при прозвучивании с каждой торцевой поверхности продольными волнами в осевом направлении с амплитудой эхосигнала в стандартном образце (метод Т1), а также зеркально-теневым метом с цилиндрической поверхности в радиальном направлении – путем оценки ослабления донного сигнала (метод Т2).
Контроль на отсутствие внутренних дефектов осуществляется эхоимпульсными методами:
- А1 – с каждой торцевой поверхности продольными волнами в осевом направлении;
- А2 – с цилиндрических поверхностей продольными волнами в радиальном направлении;
- А3 – с цилиндрических поверхностей поперечными волнами в осевом направлении.
Установка обеспечивает проведение 100% ультразвукового контроля, с последующим анализом результатов контроля и принятием решения о браковке оси, а также выдачей полного протокола контроля в электронном виде. Вывод краткого протокола обеспечен на бумажном носителе. Все результаты УЗК в виде Б-Сканов по всем каналам для каждой проконтролированной оси сохраняются на жестком диске с возможностью архивации на компакт-дисках.
Процесс контроля полностью автоматизирован. Оператору нужно только нажать кнопку «КОНТРОЛЬ», а сама установка встраивается в технологическую линию заказчика. Настройка чувствительности контроля производится по АРД диаграммам. Имеется возможность съема новых АРД кривых и их коррекции для учета влияния износа датчика. Время контроля одной оси менее шести минут. В результате чего достигается производительность – до 10 осей в час. При обнаружении недопустимых дефектов срабатывает световая и звуковая сигнализации.
Загрузка оси с входного лотка на позицию контроля осуществляется с помощью робота перегрузчика. На позиции контроля к оси опускается балка со сканерами, вводится датчик угловых перемещений.
Подводятся датчики к объекту контроля, включается подача контактной жидкости (индустриального масла), начинается вращение оси и датчики начинают движение вдоль ОК. После того как ось сделала один полный оборот включается подача, и каретки с преобразователями начинают смещаются вдоль оси. При этом датчики описывают по поверхности оси спиралеобразную траекторию с шагом сканирования 7 мм, что позволяет осуществить равномерное прозвучивание всего контролируемого объекта. Когда датчик достигает конца своей зоны контроля, подача его каретка отключается, а после одного полного оборота датчик отводится от оси. При этом другие датчики продолжают контроль.

Рис2 Сканирование поверхности оси ультразвуковыми и вихретоковыми преобразователями.
В процессе сканирования происходит непрерывный сбор данных по всем каналам – с каждого преобразователя. Все данные накапливаются в управляющем компьютере и сохраняются в его памяти.
После того как все датчики просканируют свои зоны контроля, осуществляется их возврат в исходное положения. Отводится балка со сканерами, а сама ось удаляется с позиции контроля в выходной лоток роботом перегрузчиком.
Тем временем управляющий компьютер производит обработку данных, выдает краткий протокол результатов контроля и сохраняет полные результаты в базе данных. Все сохраненные данные можно в любой момент просмотреть на компьютере документирования. Здесь можно получить подробную информацию о каждом выявленном дефекте:
- пространственная ориентация дефекта;
- координаты дефекта;
- амплитуда эхо-сигнала от дефекта;
- протяженность дефекта;
- эквивалентная площадь и диаметр обнаруженного дефекта.
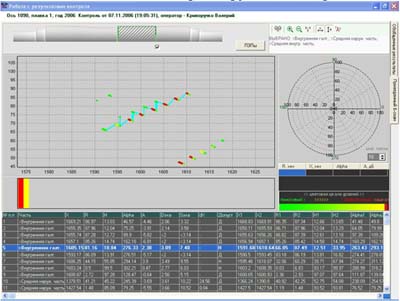
Рис 3 Программа просмотра результатов контроля.
Система позволяет создавать базы данных по проконтролированным изделиям. Также предусмотрена архивация данных на компакт диски или другие носители по желанию потребителя. Особая конструкция рамок-держателей преобразователей позволяет создать надежный, а главное стабильный акустический контакт между ПЭП и ОК, что в свою очередь позволяет пренебречь поверхностными дефектами (такими как, царапины зазубрины вмятины), предохраняет от изнашивания рабочую поверхность ПЕП, обеспечивает стабильность подачи контактной жидкости. Все это обеспечивает высокую достоверность результатов контроля.
Каждая конструктивная часть оси контролируется «своим» датчиком, что позволяет значительно снизить время контроля одной оси, а конструкция каждого преобразователя обеспечивает полное и равномерное прозвучивание всей зоны контроля. В то же время, чтобы снизить длительность контроля в целом, контроль средней части оси осуществляется четырьмя преобразователями. Таким образом, стопроцентное прозвучивание происходит за значительно меньший промежуток времени.
В тоже время высокую достоверность выявления всех имеющихся в осях дефектов можно обеспечить только на основе внедрения комплексного НК, под которым понимают контроль с применением совокупности методов, основанных на разных физических принципах. Существенное повышение достоверности при применении комплексного НК обусловлено разной чувствительностью различных методов к отдельным группам дефектов контролируемого изделия. В нашем случае производственные дефекты в осях можно разделить на две основные группы:
- внутренние дефекты, которые достаточно хорошо выявляются ультразвуковым методом;
- поверхностные дефекты, достоверность выявления которых при ультразвуковом контроле недостаточно высокая.
Поэтому ультразвуковой метод традиционно дополняют магнитопорошковым методом, который обеспечивает высокую чувствительность к поверхностным дефектам. Однако магнитопорошковый метод обладает рядом существенных недостатков, к которым можно отнести:
- низкую производительность контроля, связанную с трудоемкими операциями очистки, намагничивания, обработки суспензией, размагничивания и т.д.;
- высокую стоимость из-за больших трудозатрат и необходимости постоянного применения расходных материалов;
- низкую достоверность контроля из-за влияния на результат контроля качества подготовки поверхности, качества применяемых расходных материалов и человеческого фактора;
- высокую сложность автоматизации контрольных операций;
- невозможность оценки глубины выявленных трещин.
Более перспективным для выявления поверхностных дефектов при комплексном автоматизированном НК осей следует считать вихретоковый метод, преимущество которого состоит в возможности проведения контроля с зазором между вихретоковым преобразователем (ВТП) и контролируемой поверхностью, что значительно упрощает его автоматизацию. Другим важным преимуществом является возможность оценки глубины выявляемых трещин. Ранее уже отмечалась более высокая достоверность вихретокового метода при дефектоскопии изделий из ферромагнитных материалов. В частности, в нашей работе отмечается, что при проведении дефектоскопии деталей компрессорных станций вихретоковым методом были выявлены дефекты, которые ранее были пропущены при магнитопорошковом контроле.
В связи с этим, поставлена задача создании АС комплексного НК железнодорожных осей, в которой в качестве «партнера» ультразвукового контроля использовался вихретоковый метод.
Краткая характеристика объекта контроля.
Подлежащие НК железнодорожные оси типа РУ1Ш и РУ1 изготавливаются из осевой стали (по ГОСТ 30272-96) в соответствии с нормативным документом [6]. Оси имеют достаточно сложную форму (см. рис.1), что предполагает формирование отдельных зон контроля. Общая длина оси РУ1Ш составляет 2216 мм, оси РУ1 – 2294 мм. Диаметры шейки, предподступичной части, ступицы и средней части оси составляют 130, 165, 194 и 172 мм соответственно. Длины участков оси вдоль шейки, предподступичной части и ступицы оси составляют 190 (для РУ1 – 176), 76 мм и 250 мм соответственно (рис.1).
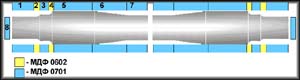
Рис. 4. Форма железнодорожной оси и схема разбиения ее на отдельные зоны контроля.
Учитывая сложную форму, достаточно большую площадь контроля и необходимость обеспечить высокую производительность, ось разбита на отдельные зоны, контроль которых проводится параллельно в многоканальном режиме. Всего на оси выделено 16 зон контроля, которых отмечены на рис. 4 (пронумерованы зоны контроля половины оси). При этом для контроля 1,3,5,6 и 8 зон используется по два ВТП, а для 7-ой зоны - четыре ВТП. Зоны галтелей во 2 и 4 зонах необходимо контролировать в отдельном режиме, так как контролируемая поверхность здесь имеет небольшой радиус кривизны (рис. 1). Поэтому эти зоны контролируются одним ВТП с меньшим радиусом рабочей площадки. Таким образом, для контроля оси используется 32 ВТП и, соответственно, 32 канала.
Разработка и исследование вихретоковых преобразователей.
Для реализации поставленной задачи проведены работы по созданию селективных ВТП, которые обеспечивают высокую чувствительность и разрешающую способность к дефектам при контроле с зазором. Проведены также исследования по выбору оптимальной рабочей частоты и метода обработки сигналов ВТП.
Предварительные исследования показали, что поставленная задача может быть решена на основе применении ВТП мультидифференциального типа, которые ранее показали высокую чувствительность при выявлении дефектов через зазор или диэлектрическое покрытие. Сравнительные испытания в различных организациях показали, что ВТП типа МДФ имеют ряд преимуществ, которые особенно важны для построения автоматизированных систем, а именно:
- хорошая чувствительность к дефектами различного типа при проведении контроля с зазором,
- хорошая отстройка от влияния изменений зазора, хорошее подавление первичного электромагнитного поля,
- высокая разрешающая способность при широкой зоне контроля,
- возможность определения параметров дефектов.
Это позволило применить ВТП типа Леотест МДФ ведущими немецкими и украинскими организациями для создания ряда автоматизированных систем и решения наиболее сложных задач вихретокового контроля. Для контроля разных зон железнодорожных осей разработаны ВТП двух ти-пов:
- МДФ0701 диаметром рабочей площадки 7 мм для контроля цилиндриче-ских поверхностей, галтелей средней части и торцов оси (все зоны кроме 2 и 4);
- МДФ 0602 диаметром 6 мм для контроля галтелей малого радиуса (зоны, 4 на рис.1).
Характеристики этих ВТП позволяют обеспечить уровень чувствительности, соответствующий магнитопорошковому методу, и возможность выявления де-фектов класса Б согласно отраслевого нормативного документа.
Исследование чувствительности ВТП к дефектам проводилось на стандарт-ных образцах с искусственными дефектами длиной 15 мм (продольные дефекты) и 50мм (поперечные дефекты), глубиной 0.5мм, раскрытием 20мкм. Такой де-фект характеризует требования по порогу чувствительности аппаратуры контро-ля осей. Тип стандартного образца зарегистрирован № МТ 039.2001 в отрасле-вом реестре средств измерений, допущенных к применению в железнодорожном транспорте.
Вихретоковые преобразователи типа МДФ 0701 и МДФ 0602 имеют доста-точную чувствительность к пороговым дефектам в диапазоне рабочих частот от 100 до 400 кГц. Частотная зависимость амплитуды сигнала ВТП в условных единицах представлена на рис.4б. Максимальный сигнал наблюдается на рабо-чей частоте 300 кГц.
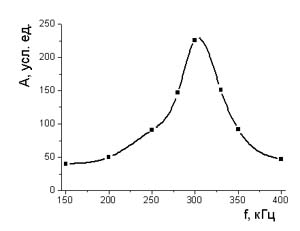
Рис. 4б. Частотная зависимость амплитуды сигнала ВТП.
На рис. 5 представлен сигналы ВТП типа МДФ 0701 от поперечного дефекта в стандартном образце в комплексной плоскости (рис. 5а) и соответствующие компоненты сигнала с временной разверткой (рис. 5б). На временной развертке видно 4 технологических сигнала (Т на рис. 5) от краев стандартного образца, каждый из которых состоит из двух вставок, установленных на оси. Сигнал от дефекта на временной дефектограмме находится в центре (Д на рис. 5). На дефектограмме в комплексной плоскости (рис. 5а) технологические дефекты не видны, так как они отсечены выбором створа курсора.
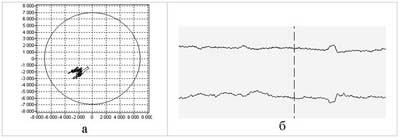
Рис. 6. Сигналы помех при сканировании поверхности оси.
На рис. 7 приведены те же сигналы после использование дифференциальных фильтров. Сравнение сигналов на рис. 3 и 4 показывает эффективность дифференциальной фильтрации при подавлении сигналов помех.
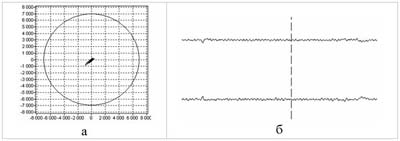
Рис. 7. Сигналы помех после применения дифференциального фильтра.
На рис. 7 представлен сигнал дефекта после применения дифференциального фильтра. Сигнал от дефекта после дифференциальной фильтрации изменяет знак при сканировании над дефектом, что упрощает интерпретацию сигналов при контроле. Применение цифровой фильтрации позволяет также избавиться от тренда (низкочастотной составляющей сигнала), источником которого является изменение электромагнитных свойств материала оси и неровности поверхности.
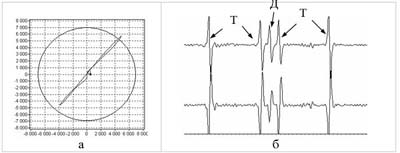
Рис.8. Сигнал ВТП типа МДФ 0701 от стандартного дефекта на оптимальной рабочей частоте 300 кГц.
Представленные исследования позволили усовершенствовать технологию вихретоковой дефектоскопии железнодорожных осей, так как достигнутый уровень чувствительности позволяет успешно заменить магнитопорошковый метод.
Вихретоковый тракт автоматизированной системы НК осей.
На основе полученных результатов разработан вихретоковый тракт АС комплексного контроля железнодорожных осей типа «САНК-3», структурная схема которого представлена на рис. 9.
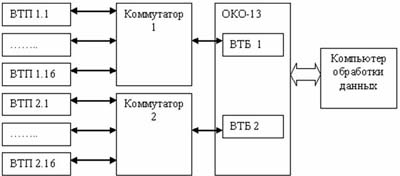
Рис. 9. Схема вихретокового тракта АС «САНК-3» комплексного НК осей.
Схема вихретокового тракта АС «САНК-3» содержит 32 ВТП (разбитые на две группы ВТП 1.1 - ВТП 1.16 и ВТП 2.1 – ВТП 2.16). Каждая группа из 16 ВТП обслуживается 2-мя коммутаторами, которые осуществляют поочерёдный опрос ВТП. Каждый из коммутаторов способен коммутировать до 32-х ВТП. Данные коммутаторы успешно применяются в многоканальных сканирующих устройствах, которые используются в составе универсального вихретокового дефектоскопа ОКО-01 [12]. ВТП закрепляются в оправках с возможностью сканирования поверхности оси с зазором 0,2 мм . Внешний вид АС «САНК-3» для комплексного НК железнодорожных осей приведен на рис. 10.

Рис. 10. Автоматизировання система «САНК-3».
В состве электронного модуля предварительного сбора и обработки информации ОКО 13 используется два вихретоковых блока (ВТБ 1 и ВТБ 2), каждый из которых обслуживает по одному коммутатору. Модуль ОКО-13 представляет собой переработаный центральный блок универсального многоканального дефектоскопа ОКО-01, в котором отсутствует дисплей и органы управления. В принципе модуль ОКО-13 может содержать до 4-х вихретоковых блоков (также как и ОКО-01). Модуль ОКО-13 и все подключаемые к нему ВТБ находятся в одном общем корпусе. Модуль ОКО-13 оснащён сетевым модулем для связи с ПК, которая осуществляется при помощи сетевого модуля WizNet и стандартного сетевого протокола TCP/IP 4.0. От ВТБ на плату коммутатора поступают сигнал генератора синусоидальных колебаний и код, соответствующий текущему ВТП и каналу. Коммутатор активизирует канал в соответствии с полученным кодом и вихретоковые сигналы поступают с заданного ВТП в ВТБ, где проходят первичную обработку и накапливаются. По окончанию контроля эти данные передаются на центральный компьютер, кото-рый осуществляет вторичную обработку и сохраняет информацию о дефектных участках в базе данных. Для проверки работоспособности и калибровки АС пре-дусмотрены стандартные образцы с пороговыми дефектами, которые установле-ны таким образом, что являются частью специальной настроечной оси (см. рис.11).

Рис. 11. Установленные на настроечной оси стандартные образцы.
При помощи специального программного обеспечения оператор может детально проанализировать результаты контроля. Программное обеспечение позволяет настраивать каждый канал: производить выбор рабочей частоты ВТП, установку амплитуды рабочего напряжения ВТП, настройку чувствительности, установку порогового уровня и выбор режима фильтрации сигнала. Все настройки сохраняются в базе данных. Внешний вид интерфейса АС «САНК-3» представлен на рис. 12.
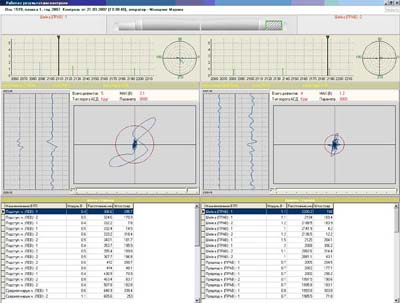
Рис. 12. Интерфейс для управления АС «САНК-3.
Выводы
- Вихретоковый метод с применением ВТП высокого разрешения типа МДФ имеет достаточную чувствительность к дефектам, что позволяет заменить магнитопорошковый метод контроля.
- Вихретоковый метод оптимально дополняет ультразвуковой метод при создании автоматизированных систем комплексного неразрушающего контроля
Литература
- РД 32.144-2000 "Контроль неразрушающий. Колеса цельнокатаные, бандажи и оси колесных пар подвижного состава. Технические требования".
- Криворучко В.Н., Джаганян А.В., Дидык А.В. Система автоматического неразрушающего контроля осей колёсных пар вагонов – оптимальное решение от отечественного производителя. Доповіді 9-ої конф. «Неруйнівній контроль», 2007 . – С. 37-41.
- Глазков Ю.А. Определение достоверности результатов комплексного неразрушающего контроля. В сб.: Повышение надежности авиационной техники средствами неразрушающего контроля". М., 1983, с. 354-360.
- Троицкий В. А. Магнитопорошковый контроль сварных соединений и деталей машин. – К: Феникс, 2002. – 299 с.
- Учанін В.М., Берник З.А. Вихрострумовий контроль деталей агрегатів компресорних станцій // В зб. "Фізичні методи та засоби контролю середовищ, матеріалів та виробів" , вип. 7. Львів: ФМІ НАН України. – 2002. - С.103-105.
- ГОСТ 22780-93. Оси для вагонов железных дорог колеи 1520(1524) мм. Типы, параметры и размеры. Госстандарт России. Принят Межгосударственным Советом по стандартизации, метрологии и сертификации 21.10.1993. Введён приказом Госстандарта Украины № 246 от 19.06.96 г.
- Учанин В.Н. Вихретоковые мультидифференциальные преобразователи и их применение // Техническая диагностика и неразрушающий контроль. – 2006. - № 3. - С. 34-41.
- Учанин В.Н. Применение вихретокового метода для обнаружения дефектов в ферромагнитных материалах через слой защитного покрытия // Материалы одиннадцатой ежегодной международной конференции "Современные методы и средства неразрушающего контроля и технической диагностики". – Ялта. – 2003. – С. 180-182.
- Jankowski A. Advanced eddy current inspection techniques base on multidiferential type probe application. Неруйнівний контроль та технічна діагностика матеріалів і конструкцій / Серія: Фізичні методи та засоби контролю середовищ, матеріалів та виробів. – Львів: Фізико-механіч¬ний ін-т ім. Г. В. Кар¬пенка НАН України. – 2007. – Вип. 12. – С. 29-32.
- Луценко Г.Г., Учанин В.Н., Гогуля В.Н. Автоматизированная многоканальная вихретоковая система для выявления и идентификации дефектов глубокозалегающих и поверхностных труб из неферромагнитных сталей. Фізичні методи та засоби контролю середовищ, матеріалів та виробів, вип. 10: Електромагнітні та акустичні методи неруйнівного контролю матеріалів та виробів: Зб. наук. праць. - Львів: ФМІ НАНУ. - 2005. – С. 108-111.
- Вихретоковый контроль литых деталей с грубообработанной поверхностью / Г.Г. Луценко, В.Н. Учанин, В.И. Буга и др. Доповіді 9-ої конф. «Неруйнівній контроль», 2007 . – С. 78-81.