Рабочие валки - это основной инструмент прокатного производства, обеспечивающий надлежащее качество готового проката. Бесперебойная работа мощного прокатного стана и получение высококачественной продукции в значительной степени зависит от состояния поверхности и качества валков.
Учитывая высокую стоимость валков, возникает необходимость в освоении 100% его ресурса, т.е. достижение полной выработки при наибольшем рабочем цикле. Для достижения наибольшего эксплуатационного рабочего цикла валка необходимы заранее установленные параметры его ремонта, например в случае ремонта сетки разгара или выкрошки на поверхности, необходимо снять по периметру бочки валка слой имеющий данный тип дефекта без лишнего «бездефектного слоя» и правильно оценить текущие состояние валка при его ремонте.
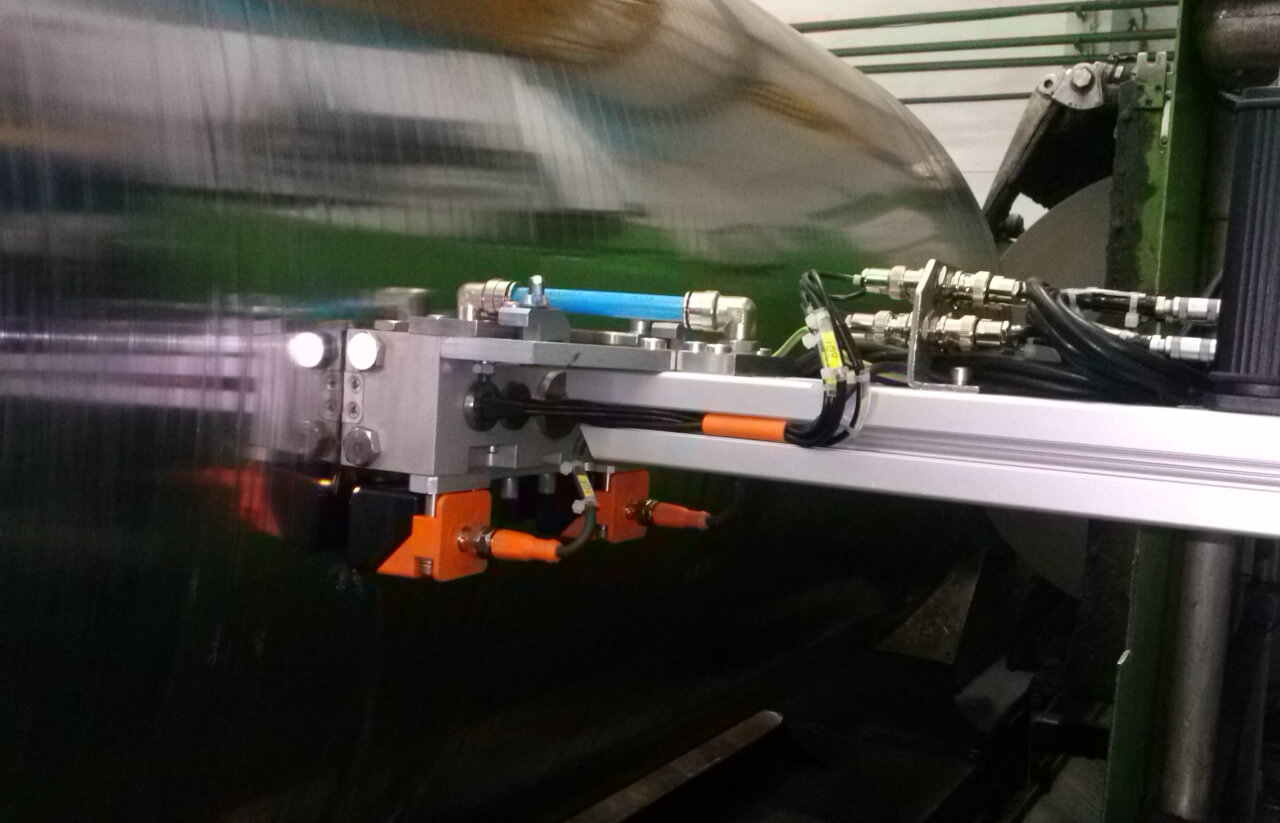
Для безошибочного и точного принятия решения о состоянии не только поверхности, но и тела бочки валка применяется установка комплексного вихретокового и ультразвукового контроля СНК В-35. Установка эксплуатируется как интегрированное оборудование суппорта вальцешлифовального либо токарного станка в автоматическом режиме, во время технологического этапа механической обработки. Установка выявляет и оценивает по заданным критериям внутренние и наружные дефекты бочки прокатного валка, такие как нарушение сплошности металла типа пора, шлаковое включение, трещина, закат, скол, сетка разгара, выкрошка и т.п., с выдачей протоколов о годности и сохранением результатов контроля.

Контроль валка разделен Установкой на три зоны, которые сканируются одновременно в один проход:
- Контроль от 0 до 3 мм валка – вихретоковый метод контроля.
- Контроль от 2 до 200 мм валка – ультразвуковой «РС» метод.
- Контроль валка – ультразвуковой «С» метод.
В Установке реализован интуитивно понятный интерфейс программного обеспечения и используется реальный чертёж контролируемого валка, как показано на рисунке 4. Предусмотрена возможность быстрой и простой настройки и калибровки. Движения сканера отображаются в режиме On-Line в системе координат Установки.
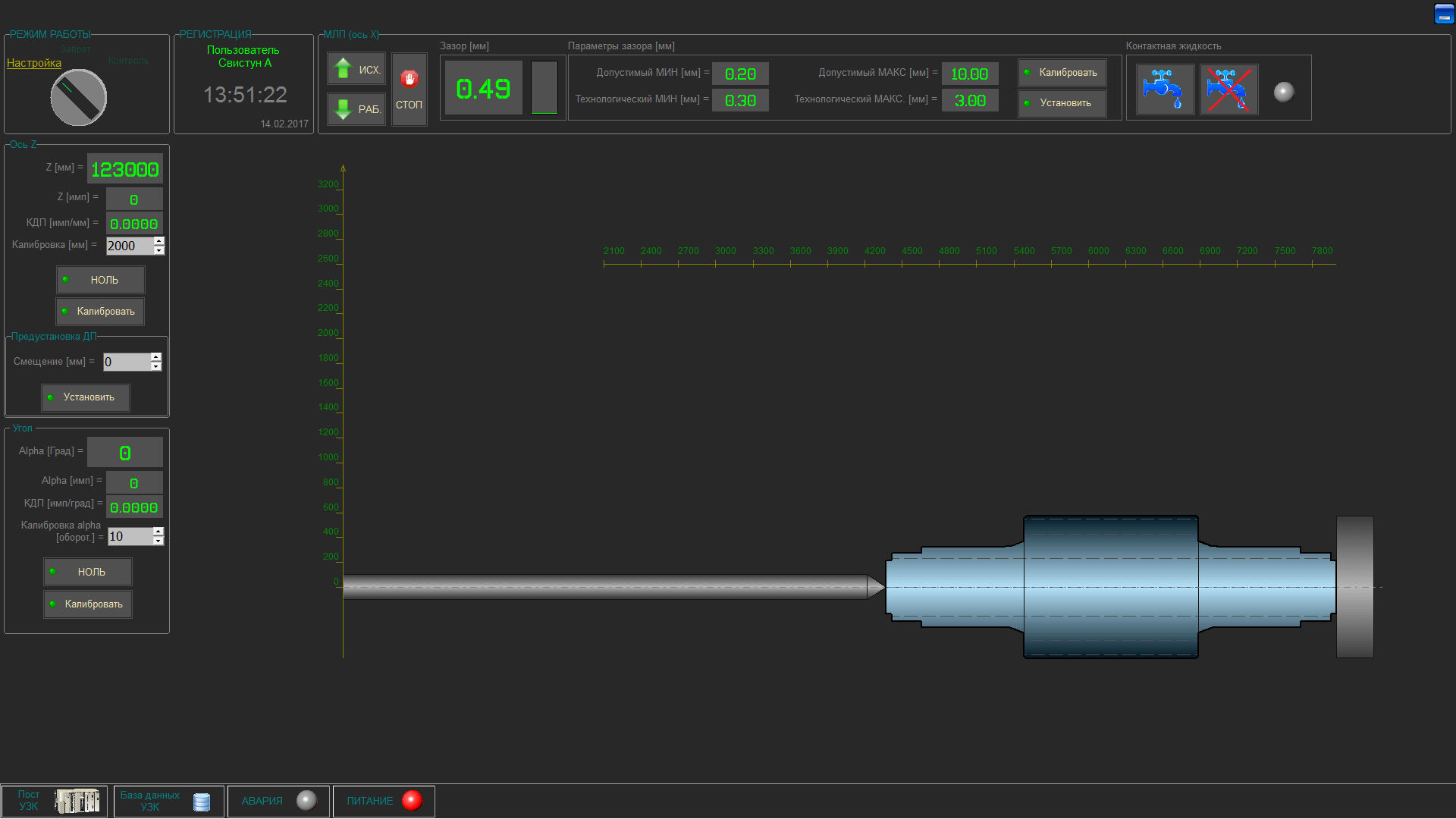
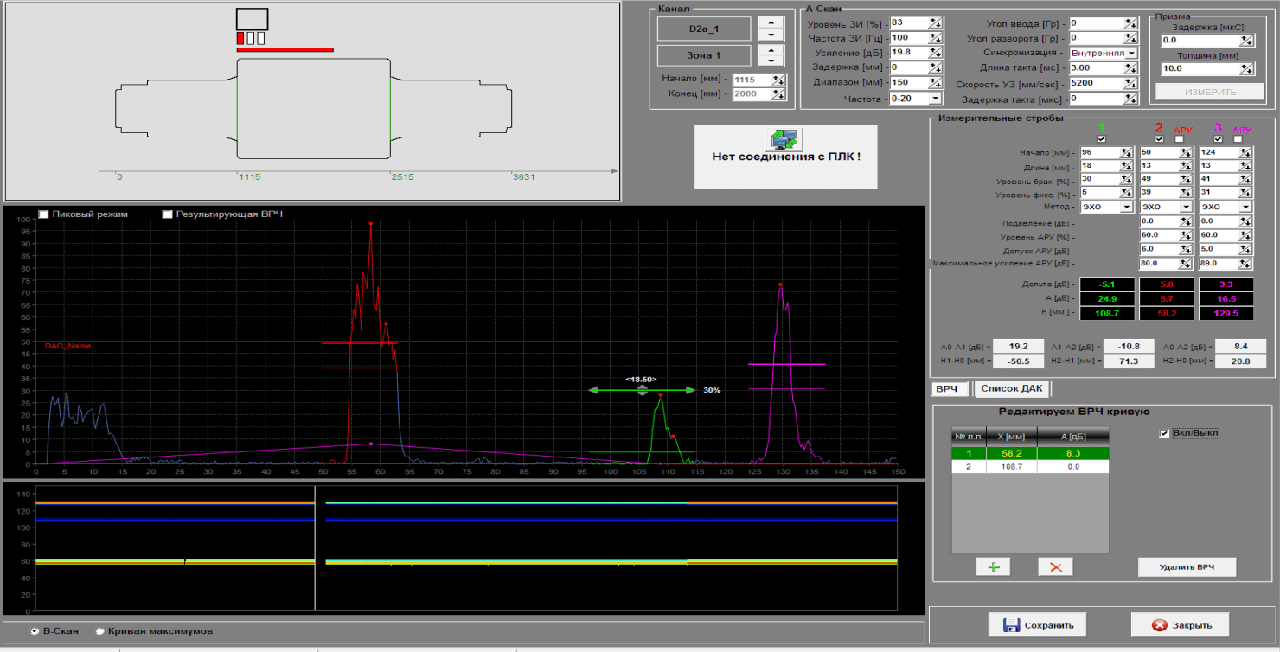
Оператору доступен просмотр и редактирование АРД-диаграмм, построенных автоматически по результатам калибровки на бочке валка.
При контроле валка оператор может выбирать необходимые нормативные документы и критерии браковки, выбирать способ калибровки – автоматический или применить базовые настройки.
При проведении контроля установкой обеспечивается минимизация неконтролируемых зон в начале и в конце валка и автоматическая коррекция положения сканера относительно валка в трёхмерном пространстве (рис.6).

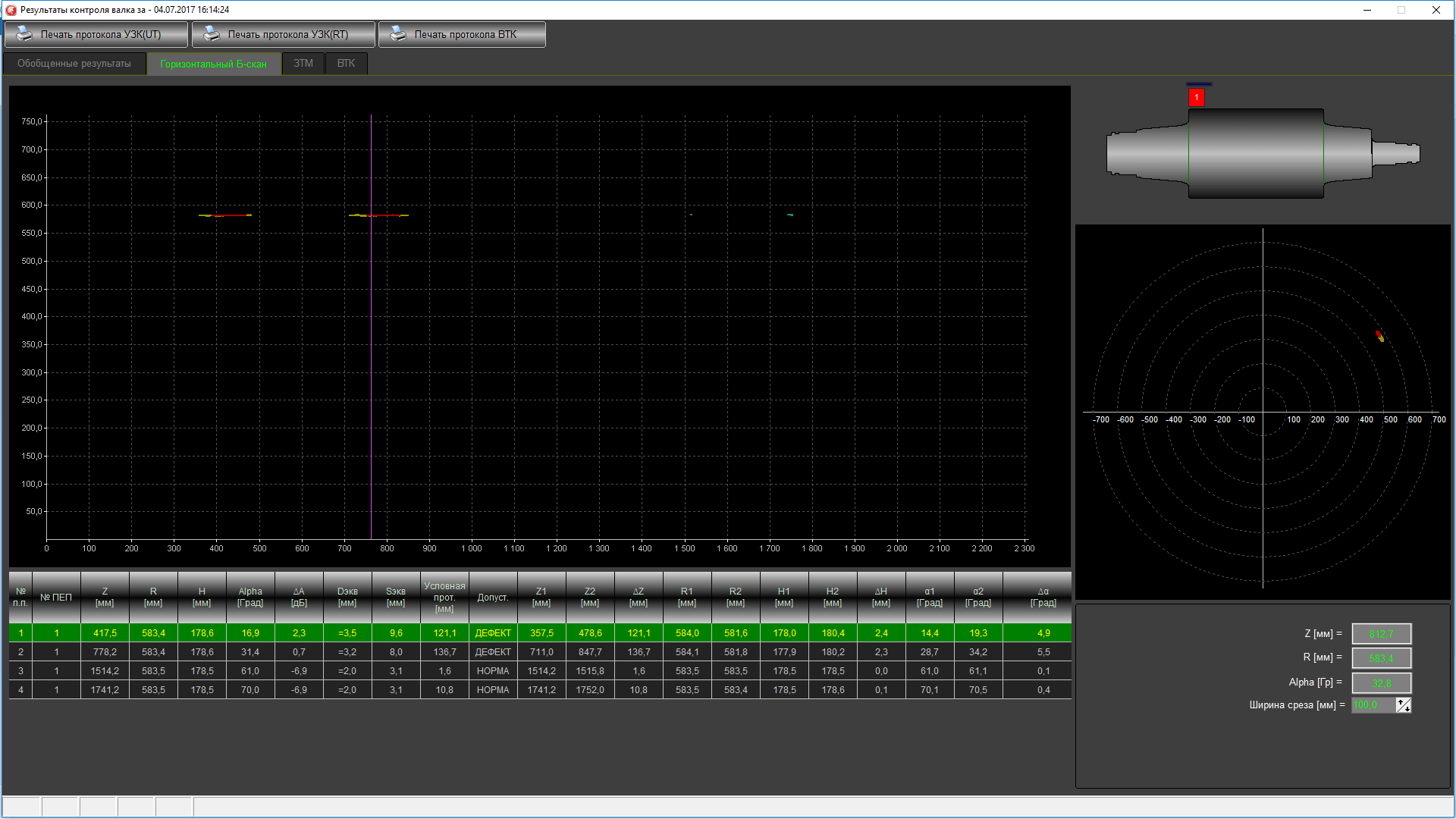
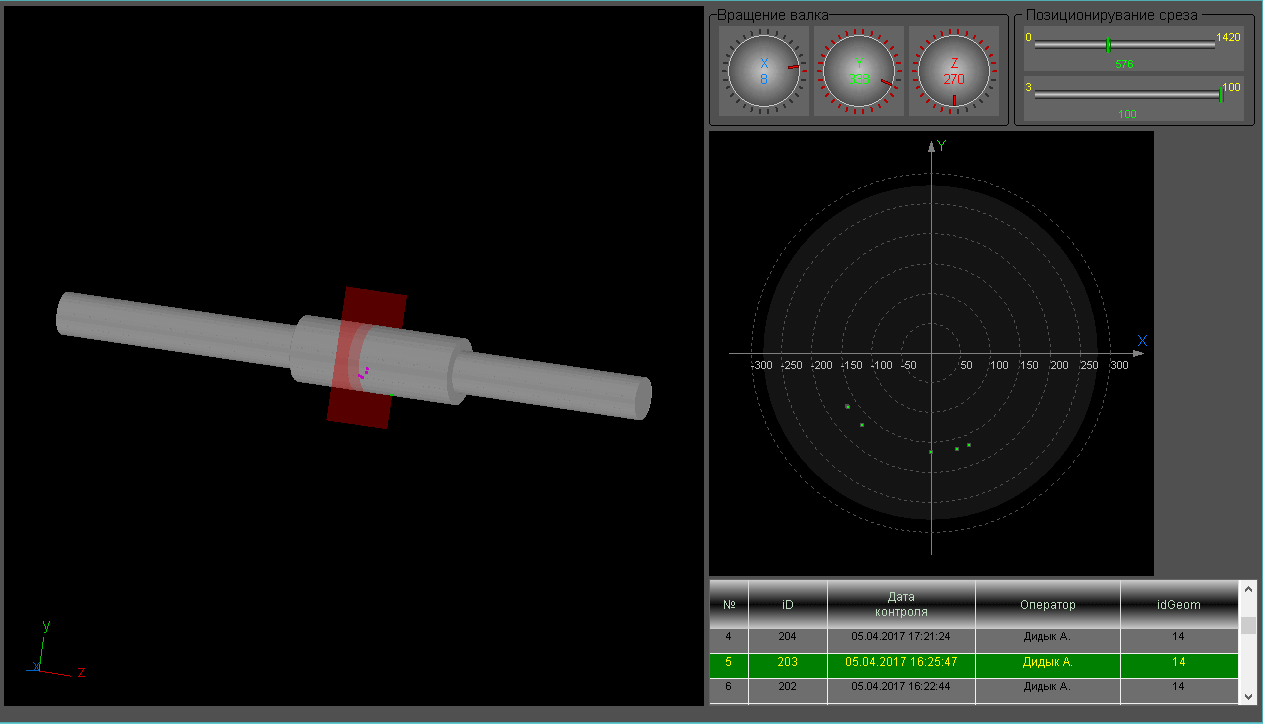
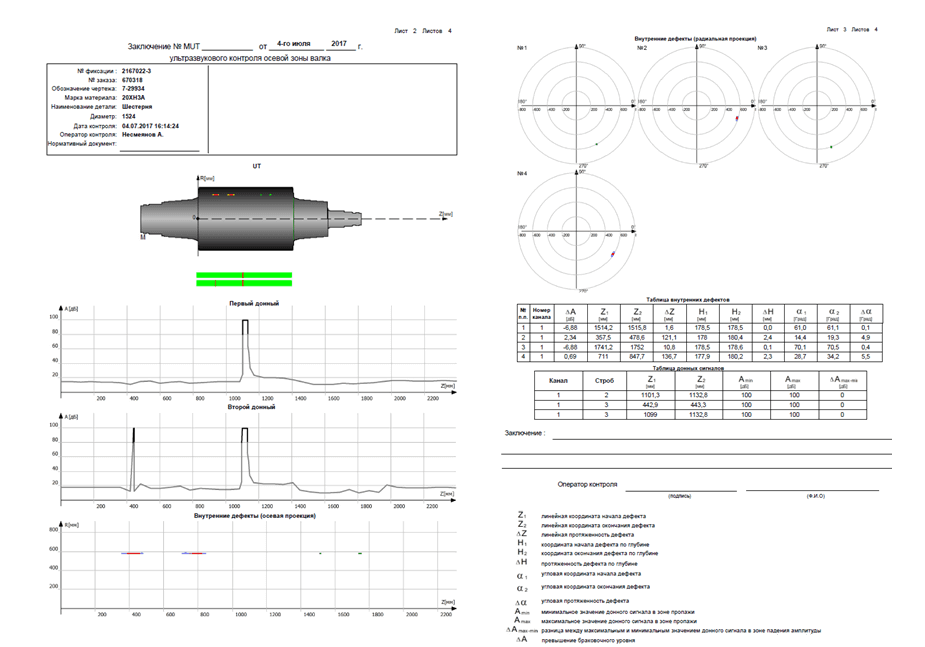
Программная часть установки позволяет проводить просмотр результатов контроля в 2-D режиме для каждого из методов контроля (рис.7) и в 3-D виде для валка в целом (рис.8). Также установка производит автоматическое формирование отчётов для каждого метода контроля (рис.9).
Применение Установки комплексного неразрушающего контроля СНК В-35 позволит в автоматическом режиме регистрировать и оценивать внутренние и наружные дефекты бочки валка и принимать решение о дальнейших производственных операциях, кроме того, выполнять требования спецификаций либо стандартов по неразрушающему контролю при соответствующих требованиях заказчика и выдавать соответствующие сертификаты качества.