Дефектоскопия рельсов: критические дефекты, выявляемые системой OKOSCAN 73HS
Надежность и безопасность движения железнодорожного транспорта — особенно на скоростных и грузонапряженных участках пути — определяются комплексом факторов, среди которых своевременное выявление дефектов рельсов занимает одно из ключевых мест. Именно рельс в процессе эксплуатации подвергается значительным динамическим нагрузкам и высоким напряжениям в зоне качения колёс, что приводит к развитию контактной усталости металла. Даже незначительные внутренние несплошности или поверхностные повреждения рельса в таких условиях могут перерасти в критические дефекты и стать фактором повышенного риска его излома. Эффективный неразрушающий контроль (дефектоскопия) рельсов позволяет обнаруживать такие опасные повреждения на ранних стадиях и предотвращать их развитие до критического уровня.
Базовым методом обнаружения дефектов рельсов на ранних стадиях развития является ультразвуковой метод неразрушающего контроля. При этом каждый тип дефекта требует применения датчиков (преобразователей) с определенными углами ввода ультразвука, а также использования одного или нескольких режимов контроля. Такая необходимость обусловлена тем, что дефекты различаются по месту расположения в профиле рельса, ориентации относительно его оси, глубине залегания, направлению развития и другим параметрам. Соответственно, для их надежного выявления подбирают различные схемы прозвучивания и оптимальные углы ввода ультразвука.
Для решения данных задач на протяженных участках рельсового пути применяют скоростные системы контроля рельсов, такие как OKOSCAN 73HS. Система представляет собой рельсовый дефектоскоп, состоящий из дефектоскопной тележки и автомобиля на комбинированному ходу. Обеспечивает контроль обеих нитей рельсового пути на скорости до 40 км/ч с одновременным прозвучиванием рельсов под различными углами и в разных направлениях. Это позволяет эффективно проводить рельсовую дефектоскопию в соответствии с классификацией дефектов UIC 712 R (IRS 70712) Международного союза железных дорог (UIC), выявлять, определять глубину залегания и координаты каждого дефекта.
Система OKOSCAN 73HS может также поставляться в комбинированной модификации (с модулем вихретокового контроля), что позволяет дополнительно оценивать глубину дефектов головки рельса типа head checks (код 2223 UIC), а также выявлять и фиксировать другие типы дефектов головки рельсов, такие как shelling (код 222), wheel burns (код 225), Squats (код 227 UIC), и др.
Рассмотрим детально типы дефектов, выявляемые OKOSCAN 73HS, с характеристикой механизмов их образования, потенциальной опасности и особенностей диагностики.
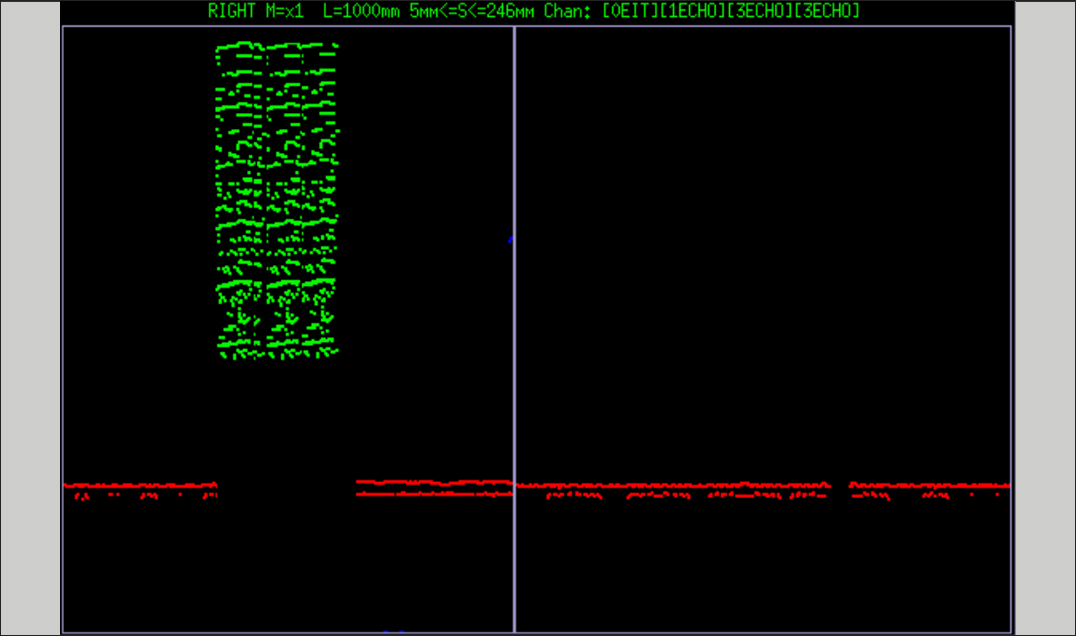
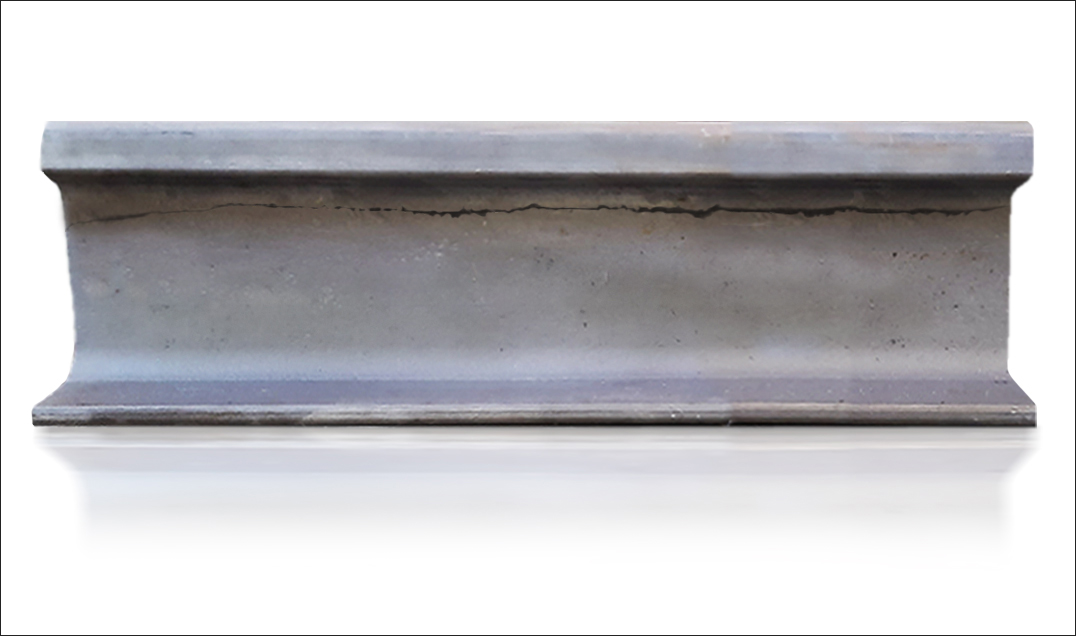
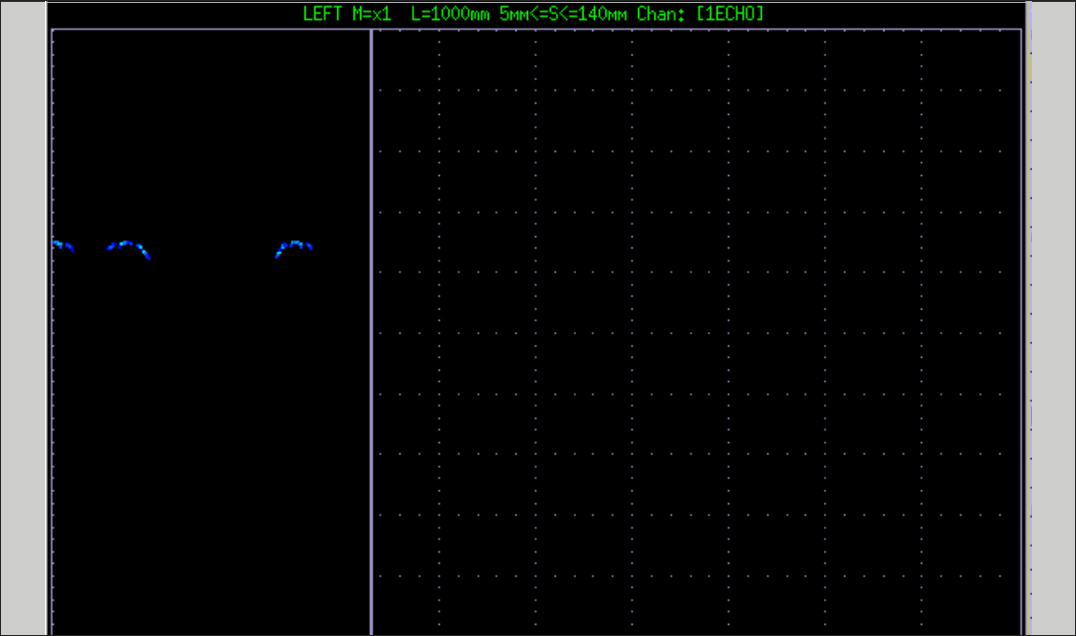
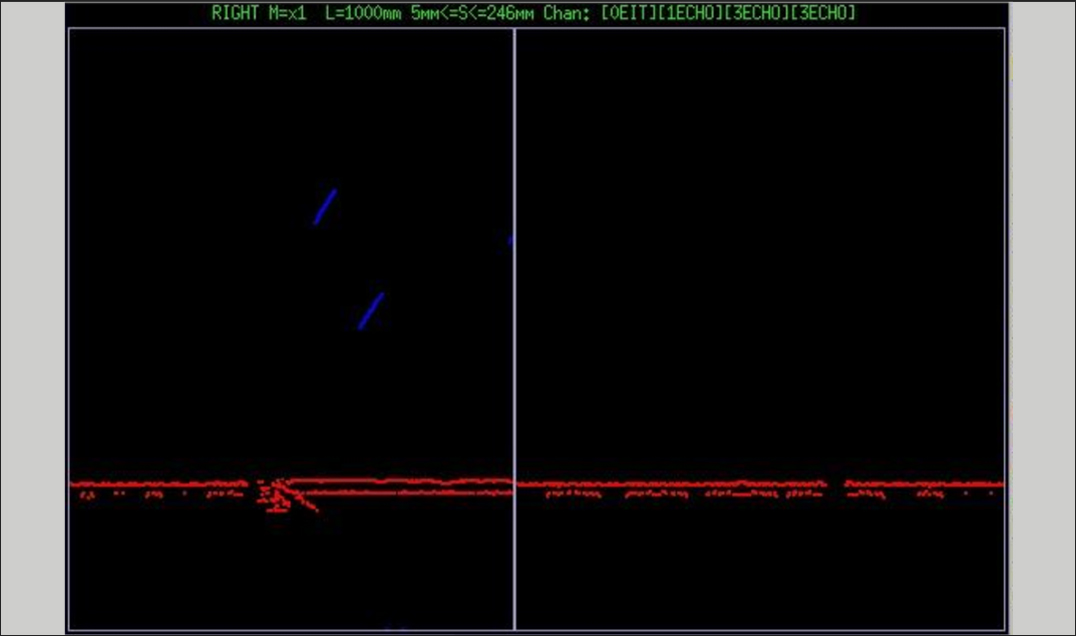
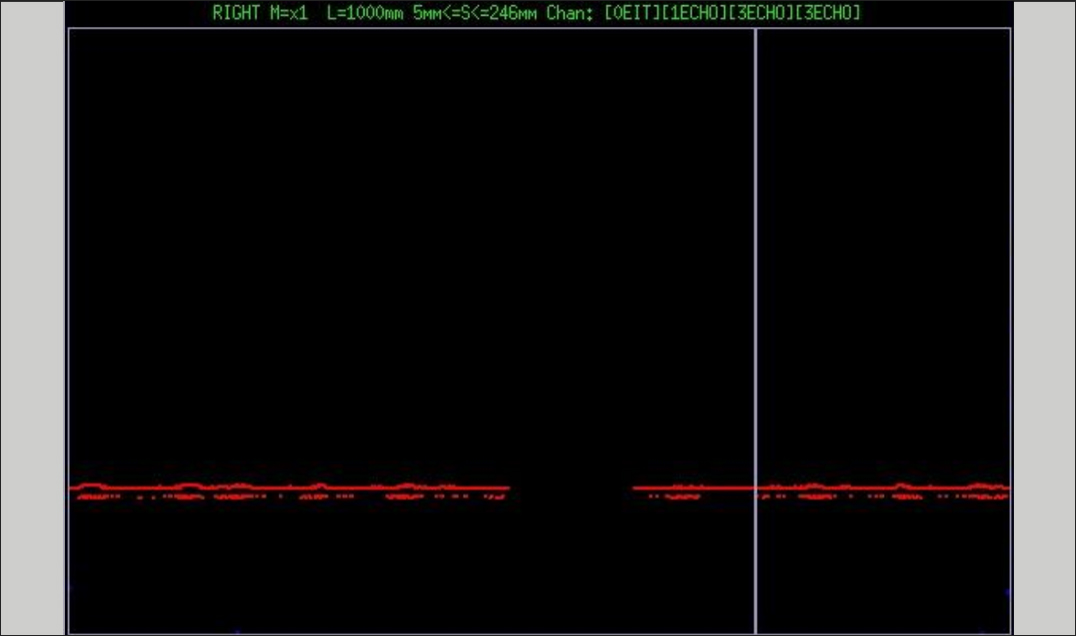
Горизонтальные усталостные трещины в головке рельса (коды 112, 212)
Горизонтальные трещины формируются вследствие контактной усталости металла под действием циклических нагрузок в зоне взаимодействия «колесо–рельс». Дефекты данного типа обычно возникают вблизи поверхности катания или на глубине нескольких миллиметров, в местах структурных неоднородностей металла и локальных концентраций напряжений (в них нагрузка от колес распределяется неравномерно).
По мере развития горизонтальные трещины снижают несущую способность головки рельса и могут привести к ее излому с последующим образованием поперечных усталостных трещин. Данный тип дефектов эффективно выявляется прямыми ультразвуковыми датчиками (с углом ввода ультразвука 0 °) при помощи эхо-импульсном и зеркально-теневом способов неразрушающего контроля.
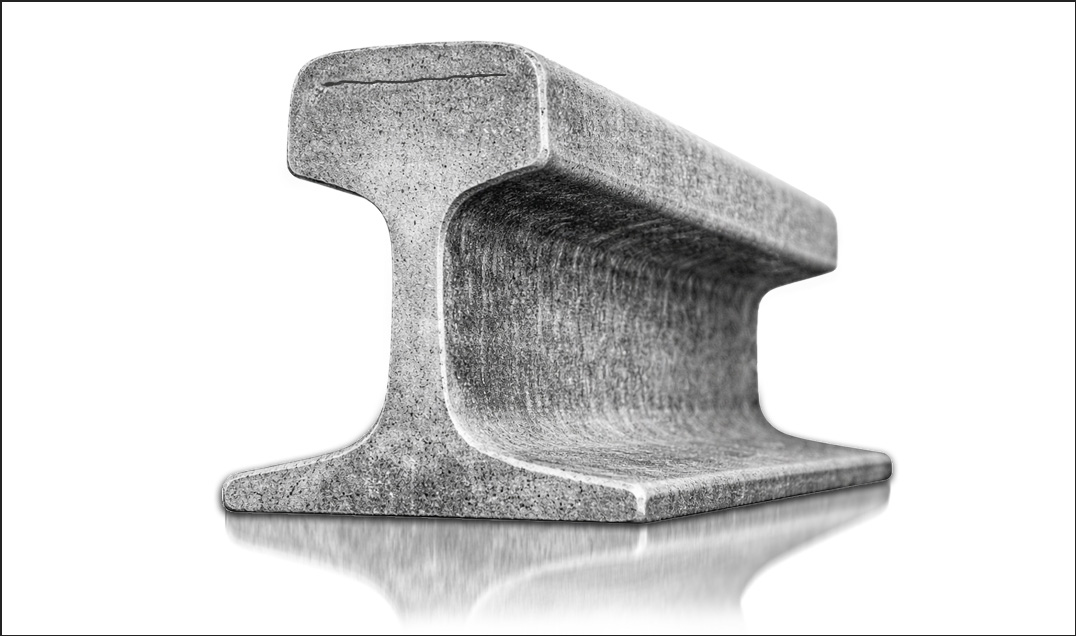
Горизонтальная трещина (расслоение) в рельсе и пример ее отображения на Б-скане
Горизонтальные усталостные трещины в шейке рельса в зоне сварного соединения (коды 412, 422, 432)
Горизонтальные трещины в шейке рельса в зоне сварного соединения формируются в результате усталостных процессов в зоне термического влияния сварного шва — в области рядом со сварным швом, которая во время сварки подвергалась сильному нагреву и изменила свои свойства. Развитию горизонтальных трещин шейки рельса также способствуют остаточные напряжения и микроструктурная неоднородность металла.
По мере роста трещины уменьшается эффективное рабочее сечение шейки рельса, из-за чего рельс теряет запас прочности и может сломаться внезапно, без видимых внешних признаков. Особую опасность такие дефекты представляют из-за концентрации напряжений в сварных стыках, где нагрузка распределяется неравномерно и напряжения изначально выше, чем по всей длине рельса.
На ранних стадиях трещины данного типа стабильно выявляются Системой OKOSCAN 73HS и другими рельсовыми дефектоскопами производства OKOndt GROUP, оснащенными прямыми ультразвуковыми датчиками (0 °) в эхо-импульсном и зеркально-теневом режимах контроля. В случаях, если трещина развивается диагонально, для ее надежного выявления и уточнения параметров дополнительно применяют датчики с углом ввода 40 ° в эхо-импульсном режиме.
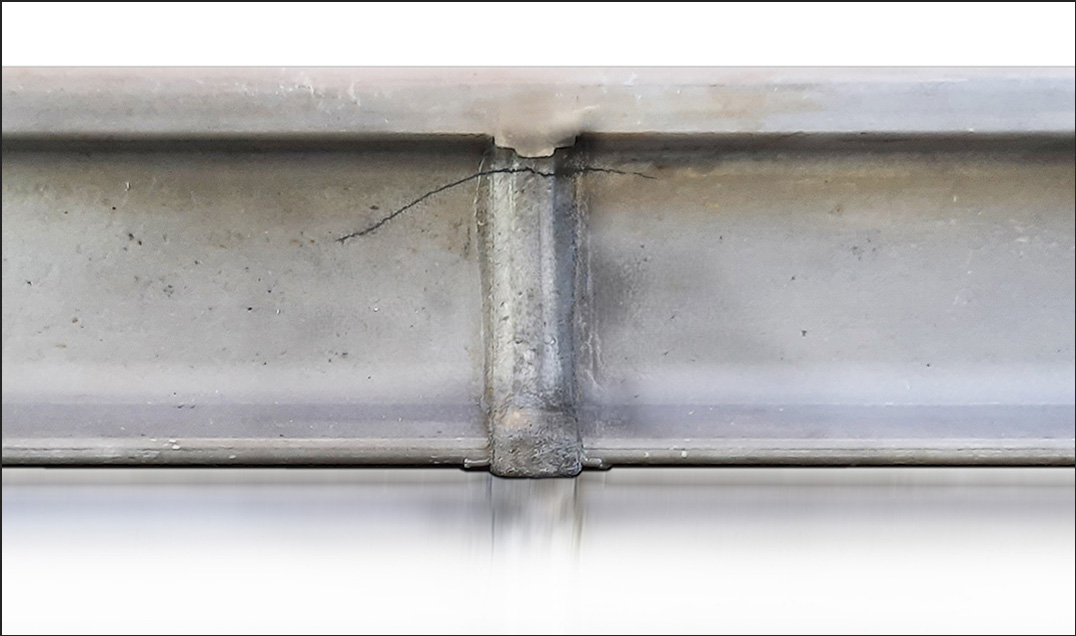
Горизонтальная трещина в шейке рельса в зоне сварного шва и пример ее отображения на Б-скане
Вертикальные усталостные трещины в головке рельса (коды 113, 213)
Вертикальные трещины в головке рельса формируются в результате интенсивного износа, наклепа (упрочнения и утраты пластичности поверхностного слоя под действием многократных нагрузок) и развития контактной усталости металла. Могут начинаться как микротрещины в зоне наибольшего взаимодействия колеса с рельсом, где металл постоянно испытывает высокие напряжения. Опасность таких дефектов заключается в их ориентации: вертикальная трещина развивается вдоль продольной оси рельса, поэтому на ранних стадиях ее сложнее обнаружить с помощью стандартных схем прозвучивания. На поздних стадиях роста она приводит к излому головки рельса.
Для обнаружения данного типа дефектов, расположенных в проекции шейки, наиболее информативен зеркально-теневой режим с применением прямых ультразвуковых датчиков (0 °).
Ориентация вертикальной трещины вдоль оси рельса часто проявляется снижением амплитуды донного сигнала. Поскольку аналогичный эффект может также возникать при нарушении акустического контакта, для подтверждения дефекта в Системе OKOSCAN 73HS применяется дублирование прямых датчиков. Это позволяет сократить количество ложных индикаций и повысить надежность ультразвуковой дефектоскопии рельсов.
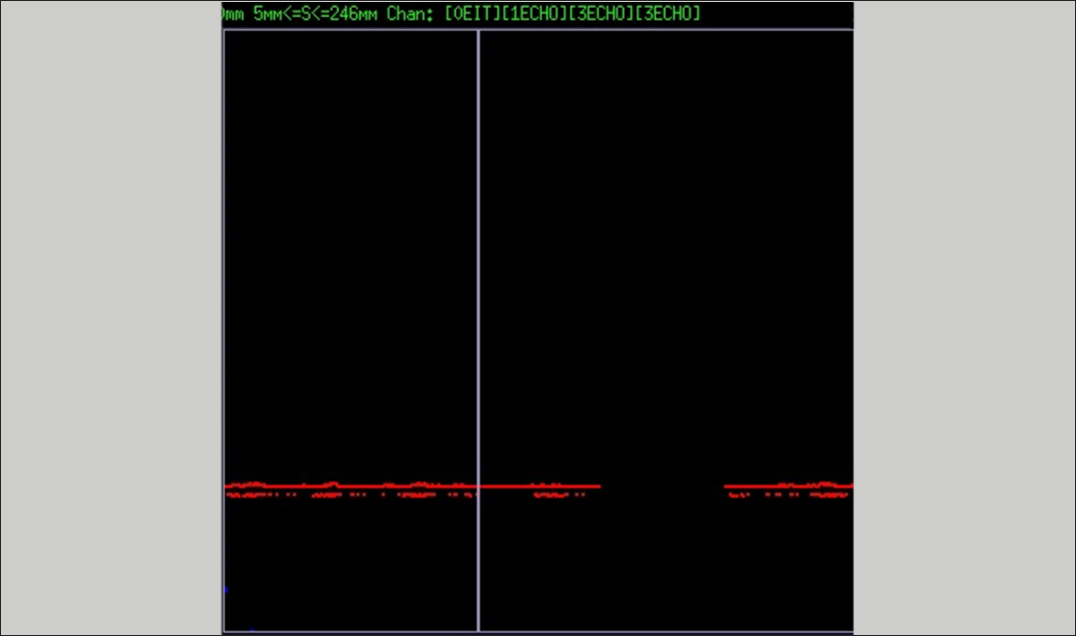
Вертикальная трещина в головке рельса и пример ее отображения на Б-скане
Отслоение поверхности катания (шеллинг) головки рельса (коды 122, 2221, 472)
Шеллинг (англ. shelling) развивается вследствие контактной усталости поверхностного слоя металла рельса в зоне взаимодействия «колесо–рельс». Под действием повторяющихся нагрузок в верхнем слое головки рельса образуется сеть микротрещин, которые постепенно объединяются и приводят к чешуйчатому отслаиванию металла. Поверхность катания приобретает характерный слоистый вид с участками выкрашивания.
На ранних стадиях шеллинг может выглядеть как локальное поверхностное повреждение, однако его развитие создает условия для формирования более глубоких усталостных трещин. Одновременно нарушается геометрия поверхности катания, ухудшается взаимодействие «колесо–рельс», возрастает уровень динамических нагрузок, что ускоряет дальнейшее разрушение металла.
Данный тип дефектов выявляется рельсовыми дефектоскопами с прямыми ультразвуковыми датчиками (0 °) в эхо-импульсном и зеркально-теневом режимах контроля, что позволяет обнаруживать как поверхностное отслоение, так и связанные с ним внутренние повреждения.

Шеллинг поверхности катания и пример его отображение на Б-скане
Трещины в галтелях рельса (коды 1321, 1322, 2321, 2322)
Трещины в галтелях рельса (скругленных переходах между головкой, шейкой и подошвой) возникают из-за концентрации напряжений в них в результате вертикальных и изгибающих нагрузок при прохождении подвижного состава. Данному процессу также способствуют технологические факторы производства — структурная неоднородность металла рельса, остаточные напряжения после закалки, отклонения геометрии профиля (недостаточный радиус галтели или микронеровности).
Главная опасность трещин в галтелях — способность развиваться без каких-либо внешних признаков. По мере роста трещины вглубь постепенно снижается прочность всего профиля, что на критической стадии может привести к поперечному излому рельса.
Дефекты данного типа эффективно выявляются в процессе ультразвуковой дефектоскопии рельсов дефектоскопами, оснащенными прямыми ультразвуковыми преобразователями как в эхо-импульсном, так и в зеркально-теневом режимах контроля, что позволяет обнаруживать их на ранних стадиях развития.
Трещина в галтели рельса и пример ее отображения на Б-скане
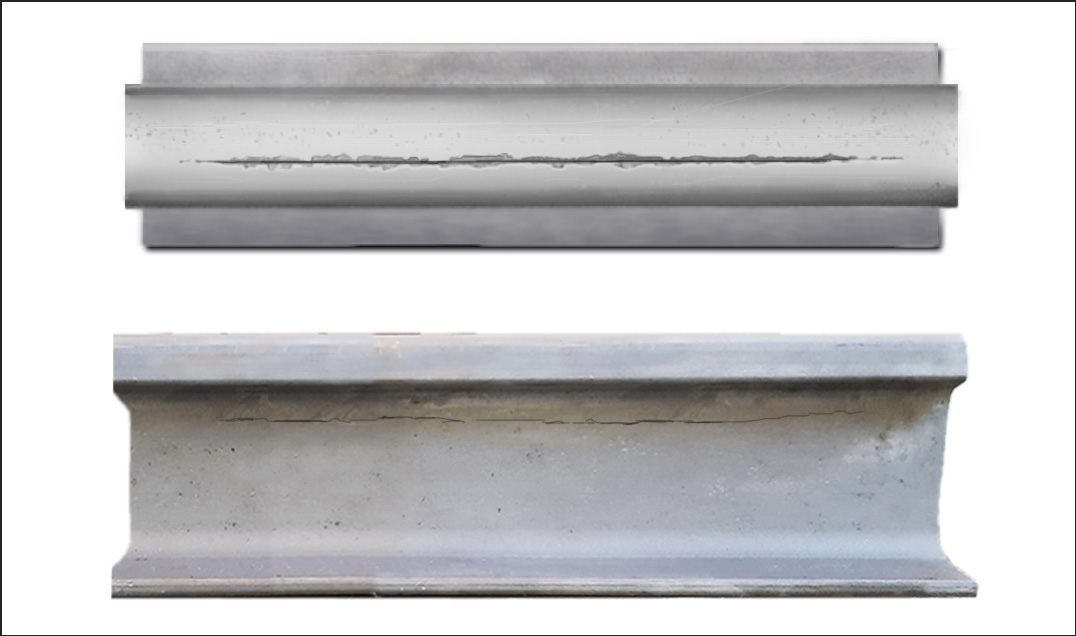
Пайпинг в рельсе (коды 133, 233, 253)
Продольные вертикальные трещины внутри головки или шейки рельса (пайпинг, от англ. piping) формируются преимущественно вследствие дефектов проката, структурной неоднородности металла или наличия остаточных напряжений. В отличие от эксплуатационных усталостных повреждений, данный тип дефектов часто имеет производственное происхождение.

Трещины данного типа ориентированы вдоль продольной оси рельса и способны распространяться на значительную длину. Опасность заключается в том, что при отсутствии выраженных внешних признаков, они могут длительное время оставаться скрытыми, а обнаруживаться лишь при визуальном осмотре на поздней стадии либо уже после разрушения рельса.
Выявить пайпинг рельсов прямыми ультразвуковыми датчиками в эхо-импульсном режиме контроля практически невозможно из-за ориентации дефекта. Эффективное обнаружение обеспечивается в зеркально-теневом режиме с применением прямых датчиков (0 °) в в эхо-импульсном режиме с помощью наклонных датчиков (с углом ввода ультразвука 40 °).
Пайпинг шейки рельса и пример его отображение на Б-скане
Ультразвуковой контроль в зоне отверстий рельса (коды 135, 235, 236)
Вокруг отверстий, выполненных под стыковые накладки и болтовые соединения, изменяется распределение нагрузок в металле рельса. Под воздействием повторяющихся эксплуатационных нагрузок данные зоны испытывают повышенные напряжения, что способствует возникновению усталостных трещин. По мере развития такие трещины могут привести к излому конца рельса (как наиболее нагруженной части стыка) или распространиться вглубь профиля.
Трещины типов 135 и 235 выявляют прямыми и наклонными датчиками (с углом ввода ультразвука 40 °) в эхо-импульсном режиме. Дефекты рельсов типа 236 дополнительно обнаруживают прямыми ультразвуковыми датчиками неразрушающего контроля, но в зеркально-теневом режиме.
Поперечные усталостные трещины в головке рельса (коды 211, 411, 421, 431, 471)
Под действием переменных динамических нагрузок со стороны рабочей грани головки рельса и в сварных соединениях формируются наиболее опасные критические дефекты — поперечные усталостные трещины. Данный тип дефектов постепенно снижает эффективное поперечное сечение профиля, и, соответственно, несущую способность рельса, что непосредственно угрожает внезапному излому рельса.
Обнаружение поперечных трещин рельсов в ходе ультразвуковой дефектоскопии обеспечивается наклонными преобразователями (с углом ввода ультразвука 70 °) в эхо-импульсном режиме контроля.

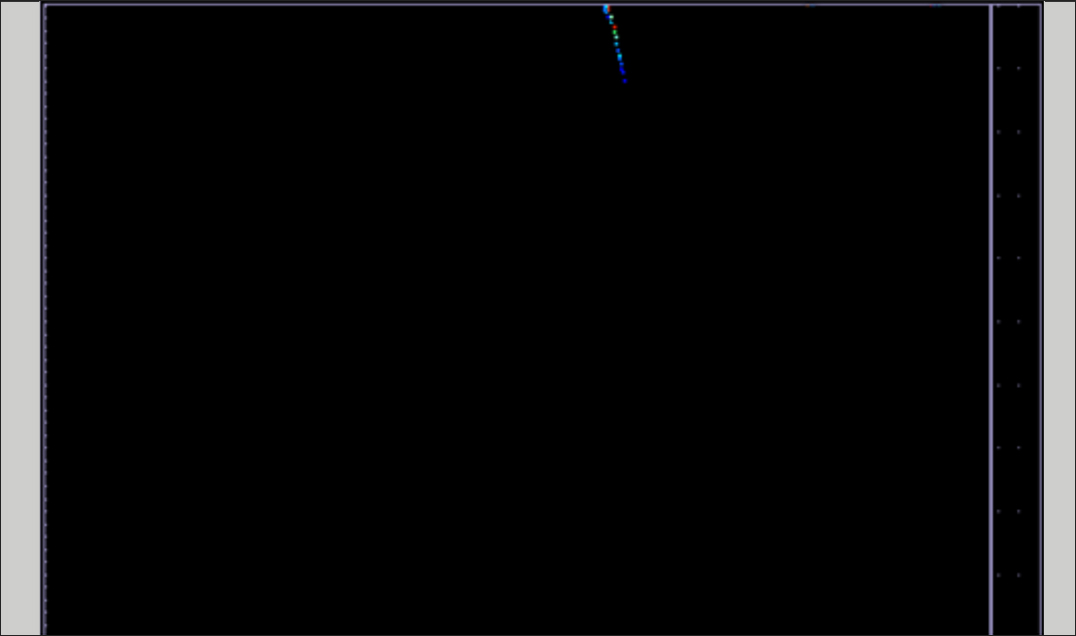
Поперечная трещина в головке рельса и пример ее отображения на Б-скане
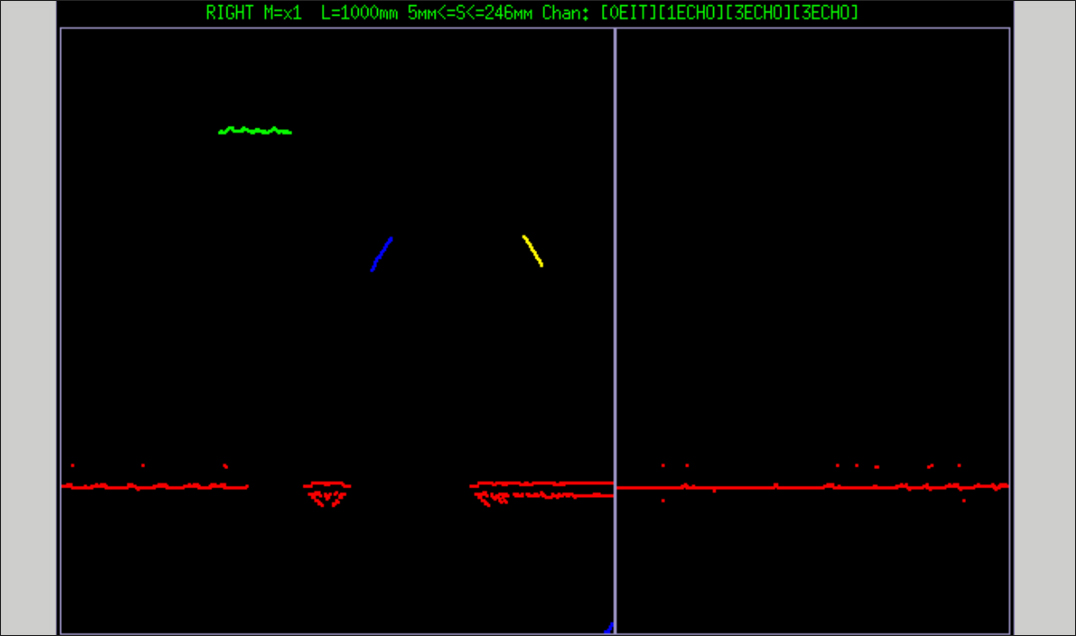
Трещиноватость головки рельса — хедчекинг (код 2223)
Поверхностная трещиноватость (закалочные трещины, также хедчекинг) возникает на рабочем угле головки рельса вследствие контактной усталости, особенно на кривых участках рельсового пути, где действуют повышенные боковые нагрузки. На ранних стадиях дефект проявляется в виде системы мелких поверхностных трещин, которые со временем могут объединяться и способствовать развитию шеллинга и более глубоких разрушений металла рельса.
Хедчекинг (англ. head checking) эффективно выявляют на ранних стадиях вихретоковыми датчиками, затем с помощью программного обеспечения OKOSCAN 73 HS оценивают глубину поверхностного повреждения. На более поздних стадиях данный дефект рельсов также выявляется ультразвуковой дефектоскопией наклонными датчиками (с углом ввода ультразвука 70 °).

Хедчекинг головки рельса и пример его отображение на Б-скане
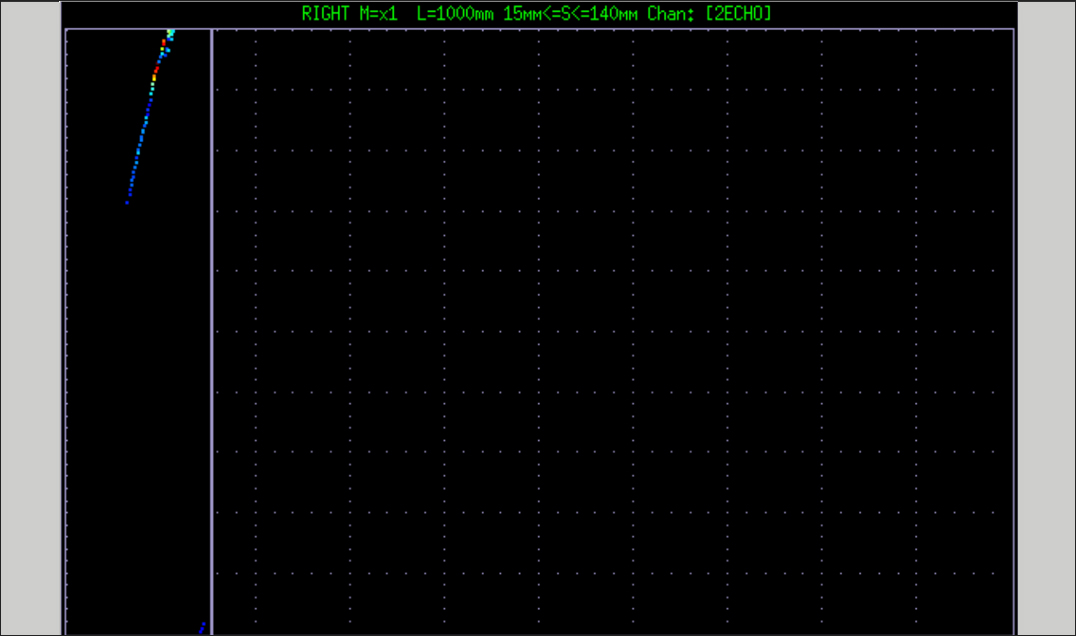
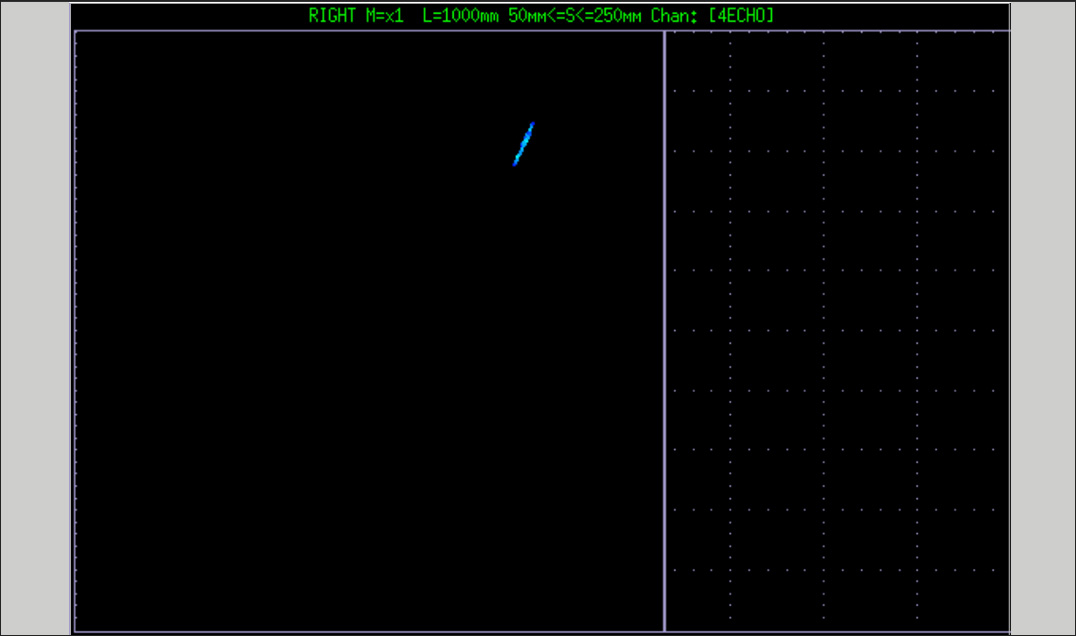
Сквоты — локальные углубления поверхности катания (код 227)
Сквоты (англ. squats) представляют собой локальные повреждения (проседания или расширения) поверхности катания головки рельса. Возникают под воздействием динамических ударов и контактной усталости. В зоне сквота формируется углубление с развивающейся системой трещин, распространяющихся вглубь металла. Накопление влаги и загрязнений в этих участках ускоряет коррозионные процессы и способствует дальнейшему росту трещин и поперечному излому рельса.
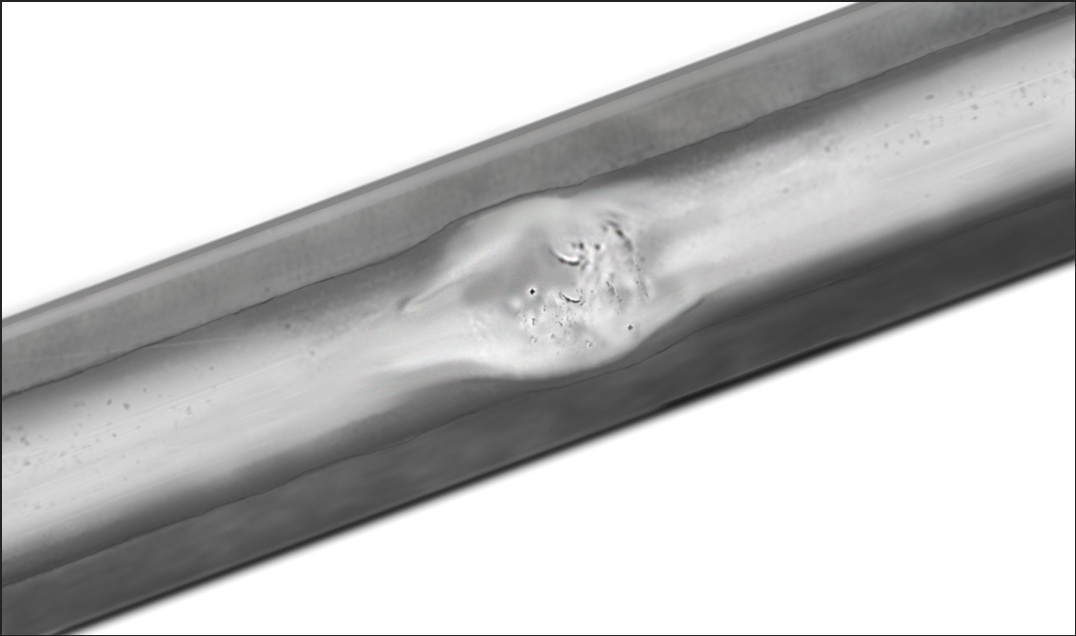
Сквот головки рельса
Выявляют сквоты ультразвуковыми рельсовыми дефектоскопами с наклонными датчиками (70 °) в эхо-импульсном режиме, прямыми датчиками (0 °) в зеркально-теневом режиме контроля, а также вихретоковым методом рельсовой дефектоскопии.
Трещины под электрическими соединениями (код 481)
В зоне подключения электрических соединений рельс подвергается локальному нагреву, что приводит к возникновению термических напряжений и изменению структуры металла. При длительной эксплуатации это может стать причиной разрушения головки рельса в зоне подключения кабеля.
В зависимости от ориентации трещины выявляют преобразователями с углами ввода ультразвука 0 °, 40 ° или 70 °.

Трещина в рельсе в зоне подключения кабеля и пример ее отображения на Б-скане
Коррозия подошвы рельса (код 254.2)
Продолжительное воздействие влаги, солей, загрязнений и постоянный контакт с балластом приводят к развитию коррозионных процессов в подошве рельса. Постепенное разрушение металла уменьшает эффективное сечение профиля и снижает несущую способность рельса.
Для выявления, оценки глубины и протяженности дефекта в дефектоскопии применяют наклонный преобразователь (40 °) в эхо-импульсном режиме.

Коррозия подошвы рельса и пример ее отображения на Б-скане
Комплексный неразрушающий контроль рельсов как инструмент предотвращения изломов
Система OKOSCAN 73HS обеспечивает эффективную дефектоскопию рельсов, выявляет критические дефекты различными методами неразрушающего контроля. Интеграция нескольких ультразвуковых режимов контроля, прямых и наклонных датчиков, а также алгоритмов обработки сигналов позволяют определять с ее помощью ориентацию и глубину залегания дефектов, определять их параметры и координаты.
Применение скоростных систем с дефектоскопными тележками, таких как OKOSCAN 73HS, снижает вероятность пропуска критических дефектов рельсов, что напрямую повышает безопасность движения транспорта и эффективность технического обслуживания рельсового пути.